《解放牌汽車CA10B工藝卡片后鋼板彈簧吊耳零件.doc》由會(huì)員分享����,可在線閱讀,更多相關(guān)《解放牌汽車CA10B工藝卡片后鋼板彈簧吊耳零件.doc(10頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
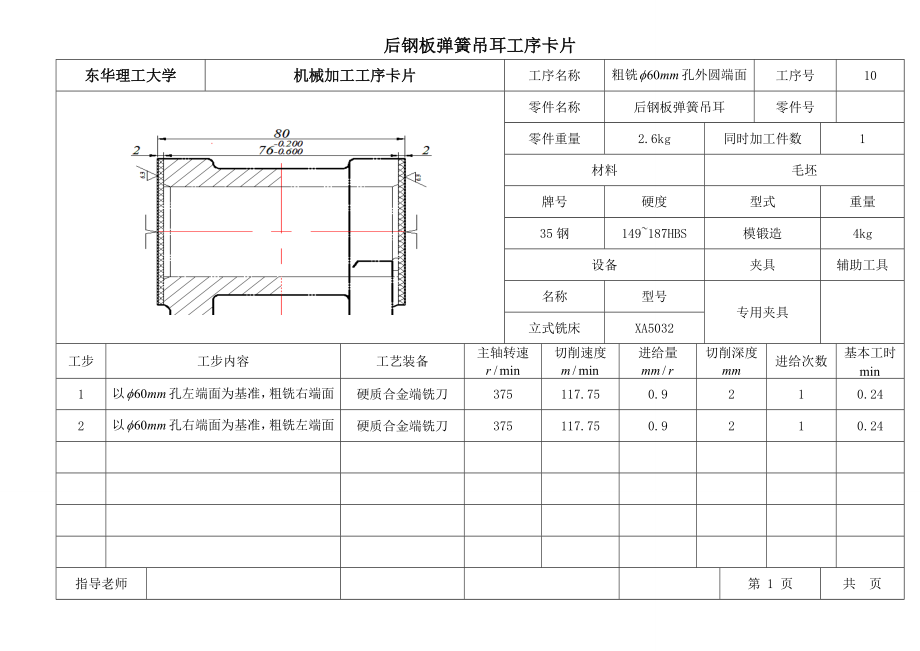
1�、后鋼板彈簧吊耳工序卡片東華理工大學(xué)機(jī)械加工工序卡片工序名稱粗銑孔外圓端面工序號(hào)10零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具立式銑床XA5032工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1以孔左端面為基準(zhǔn)��,粗銑右端面硬質(zhì)合金端銑刀375117.750.9210.242以孔右端面為基準(zhǔn)����,粗銑左端面硬質(zhì)合金端銑刀375117.750.9210.24指導(dǎo)老師第 1 頁共 頁機(jī)械加工工序卡片工序名稱鉆-擴(kuò)-鉸孔工序號(hào)20零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)
2�����、加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具立式鉆床Z525工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1鉆孔麻花鉆19515.30.25201.642擴(kuò)孔擴(kuò)孔鉆687.90.57150.723擴(kuò)孔擴(kuò)孔鉆688.260.721.70.574精鏜孔鏜刀8601000.10.20.335細(xì)鏜孔至鏜刀8601000.10.10.336倒角采用锪鉆指導(dǎo)老師第 2 頁共 頁機(jī)械加工工序卡片工序名稱粗銑孔內(nèi)側(cè)面工序號(hào)30零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS
3��、模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具立式銑床XA5032工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1粗銑孔左內(nèi)側(cè)面端銑刀375117.750.8210.242粗銑孔右內(nèi)側(cè)面端銑刀375117.750.8210.24(以孔兩外圓端面定位)指導(dǎo)老師第 3 頁共 10 頁機(jī)械加工工序卡片工序名稱粗銑孔外側(cè)面工序號(hào)40零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具立式銑床XA5032工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1粗銑孔左外側(cè)面端
4���、銑刀375117.750.8210.242粗銑孔右外側(cè)面端銑刀375117.750.8210.243(以孔內(nèi)側(cè)面定位)指導(dǎo)老師第 4 頁共 10 頁機(jī)械加工工序卡片工序名稱鉆-擴(kuò)-鉸孔工序號(hào)50零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具立式鉆床Z550銑床工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1鉆孔麻花鉆894.190.1933.322擴(kuò)孔擴(kuò)孔鉆635.540.6231.563擴(kuò)孔擴(kuò)孔鉆635.90.621.81.444精鏜孔鏜刀10001000.20.10
5、.265細(xì)鏜孔鏜刀10001000.20.10.26倒角锪鉆指導(dǎo)老師第 5 頁共 10 頁機(jī)械加工工序卡片工序名稱鉆-擴(kuò)孔工序號(hào)60零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具立式鉆床Z550工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1鉆的孔麻花鉆54517.970.270.8510.7423指導(dǎo)老師第 6 頁共 10 頁機(jī)械加工工序卡片工序名稱粗銑開口槽工序號(hào)70零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼14918
6�、7HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具立式銑床X61W工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1粗銑寬度為的開口槽槽銑刀725182.11.6220.0523指導(dǎo)老師第 7 頁共 10 頁機(jī)械加工工序卡片工序名稱去毛刺工序號(hào)80零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1去毛刺23指導(dǎo)老師第 8 頁共 10 頁機(jī)械加工工序卡片工序名稱終檢工序號(hào)90零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)1終檢23指導(dǎo)老師第 9 頁共 10 頁機(jī)械加工工序卡片工序名稱工序號(hào)100零件名稱后鋼板彈簧吊耳零件號(hào)零件重量2.6kg同時(shí)加工件數(shù)1材料毛坯牌號(hào)硬度型式重量35鋼149187HBS模鍛造4kg設(shè)備夾具輔助工具名稱型號(hào)專用夾具工步工步內(nèi)容工藝裝備主軸轉(zhuǎn)速切削速度進(jìn)給量切削深度進(jìn)給次數(shù)基本工時(shí)123指導(dǎo)老師第 10 頁共 10 頁
 解放牌汽車CA10B工藝卡片后鋼板彈簧吊耳零件.doc
解放牌汽車CA10B工藝卡片后鋼板彈簧吊耳零件.doc