《連桿蓋課程設(shè)計(jì) 工藝過(guò)程卡片》由會(huì)員分享�����,可在線閱讀,更多相關(guān)《連桿蓋課程設(shè)計(jì) 工藝過(guò)程卡片(2頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索��。
1�、
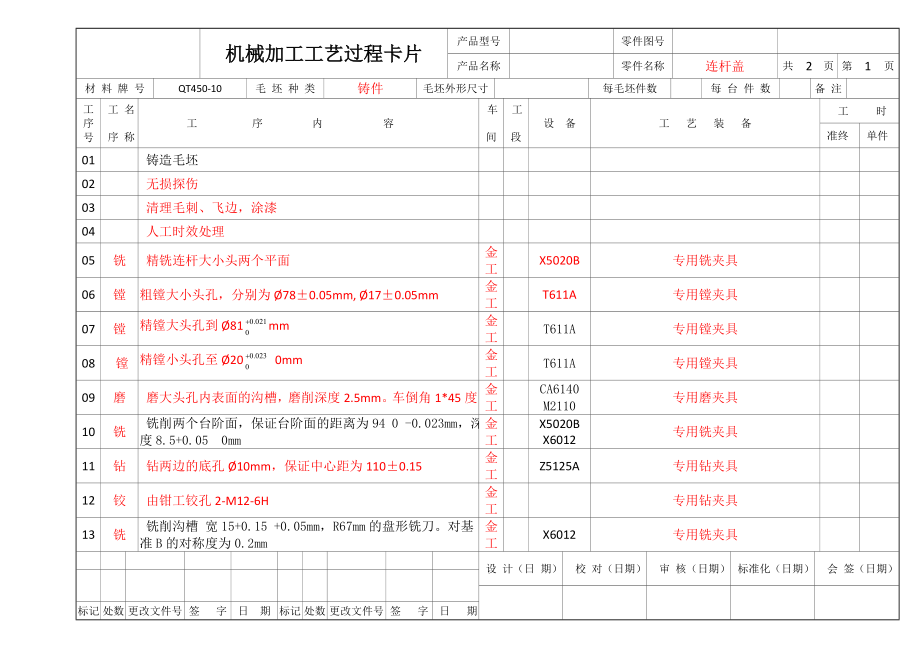
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
連桿蓋
共
2
頁(yè)
第
1
頁(yè)
材 料 牌 號(hào)
QT450-10
毛 坯 種 類
鑄件
毛坯外形尺寸
每毛坯件數(shù)
每 臺(tái) 件 數(shù)
備 注
工
序
號(hào)
工 名
序 稱
工 序 內(nèi) 容
車
間
工
段
設(shè) 備
工 藝 裝 備
工 時(shí)
準(zhǔn)終
單件
01
鑄造毛坯
02
2、
無(wú)損探傷
03
清理毛刺��、飛邊�����,涂漆
04
人工時(shí)效處理
05
銑
精銑連桿大小頭兩個(gè)平面
金工
X5020B
專用銑夾具
06
鏜
粗鏜大小頭孔�����,分別為?78±0.05mm, ?17±0.05mm
金工
T611A
專用鏜夾具
07
鏜
精鏜大頭孔到?81mm
金工
T611A
專用鏜夾具
08
鏜
精鏜小頭孔至?20 0mm
金工
T611A
專用鏜夾具
09
磨
磨大頭孔內(nèi)表面的溝槽��,磨削深
3�����、度2.5mm�。車倒角1*45度
金工
CA6140 M2110
專用磨夾具
10
銑
銑削兩個(gè)臺(tái)階面�����,保證臺(tái)階面的距離為94 0 -0.023mm,深度8.5+0.05 0mm
金工
X5020B X6012
專用銑夾具
11
鉆
鉆兩邊的底孔?10mm����,保證中心距為110±0.15
金工
Z5125A
專用鉆夾具
12
鉸
由鉗工鉸孔2-M12-6H
金工
專用鉆夾具
13
銑
銑削溝槽 寬15+0.15 +0.05mm,R67mm的盤形銑刀��。對(duì)基準(zhǔn)B的對(duì)稱度為0.2mm
金工
X60
4�����、12
專用銑夾具
設(shè) 計(jì)(日 期)
校 對(duì)(日期)
審 核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì) 簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽 字
日 期
標(biāo)記
處數(shù)
更改文件號(hào)
簽 字
日 期
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品型號(hào)
零件圖號(hào)
產(chǎn)品名稱
零件名稱
連桿蓋
共
2
頁(yè)
第
2
頁(yè)
材 料 牌 號(hào)
QT450-10
毛 坯 種 類
鑄件
毛坯外形尺寸
每毛坯件數(shù)
每
5����、臺(tái) 件 數(shù)
備 注
工
序
號(hào)
工 名
序 稱
工 序 內(nèi) 容
車
間
工
段
設(shè) 備
工 藝 裝 備
工 時(shí)
準(zhǔn)終
單件
14
鏜
鏜內(nèi)溝槽 直徑?21+0.28 0mm,寬1.1+0.12 0 mm��,兩溝槽距離37+0.15 0mm
金工
CA6140
專用鏜夾具
15
車
車倒角0.5*45度
金工
CA6140
專用車夾具
16
檢查各個(gè)部分的尺寸和精度
17
組裝入庫(kù)
 連桿蓋課程設(shè)計(jì) 工藝過(guò)程卡片
連桿蓋課程設(shè)計(jì) 工藝過(guò)程卡片