《機(jī)械加工工藝過(guò)程卡片 泵殼 畢設(shè)》由會(huì)員分享�����,可在線閱讀,更多相關(guān)《機(jī)械加工工藝過(guò)程卡片 泵殼 畢設(shè)(4頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1�����、
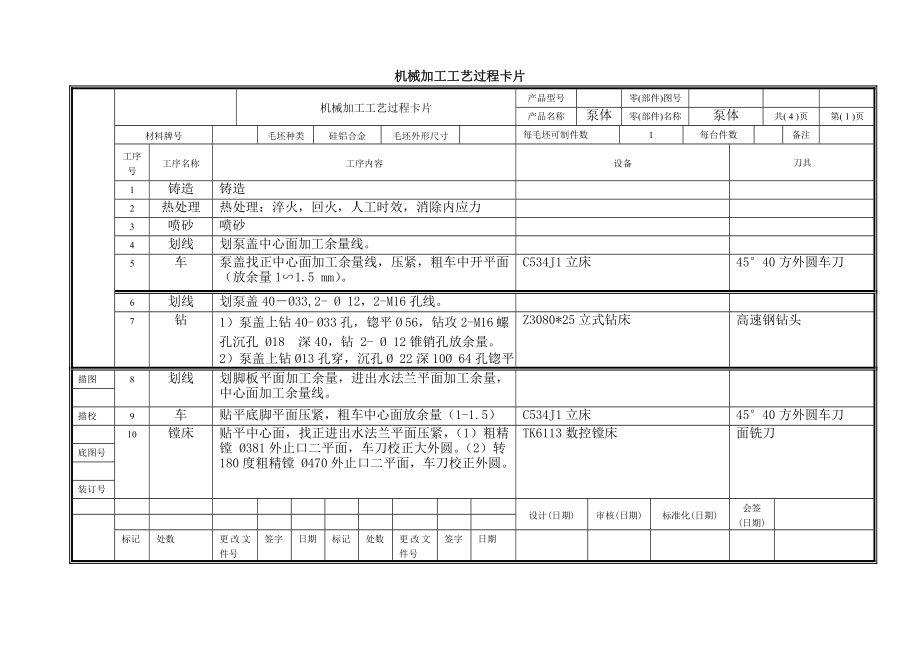
機(jī)械加工工藝過(guò)程卡片
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品型號(hào)
零(部件)圖號(hào)
產(chǎn)品名稱(chēng)
泵體
零(部件)名稱(chēng)
泵體
共( 4 )頁(yè)
第( 1 )頁(yè)
材料牌號(hào)
毛坯種類(lèi)
硅鋁合金
毛坯外形尺寸
每毛坯可制件數(shù)
1
每臺(tái)件數(shù)
備注
工序號(hào)
工序名稱(chēng)
工序內(nèi)容
設(shè)備
刀具
1
鑄造
鑄造
2
熱處理
熱處理:淬火���,回火,人工時(shí)效���,消除內(nèi)應(yīng)力
3
噴砂
噴砂
4
劃線
劃泵蓋中心面加工余量線�。
5
車(chē)
泵蓋找正中心面加工余量線�����,壓緊�,粗車(chē)中開(kāi)平面(放余量1∽
2、1.5 mm)�。
C534J1立床
45°40方外圓車(chē)刀
6
劃線
劃泵蓋40-?33,2- ? 12,2-M16孔線���。
7
鉆
1)泵蓋上鉆40- ?33孔�����,锪平? 56�,鉆攻2-M16 螺孔沉孔 ?18 深40�,鉆 2- ? 12錐銷(xiāo)孔放余量。
2)泵蓋上鉆?13孔穿�����,沉孔? 22深10? 64孔锪平
Z3080*25立式鉆床
高速鋼鉆頭
描圖
8
劃線
劃腳板平面加工余量�,進(jìn)出水法蘭平面加工余量,中心面加工余量線�。
描校
9
車(chē)
貼平底腳平面壓緊,粗車(chē)中心面放余量(1-1.5)
C534J1立床
45°40方外圓
3�、車(chē)刀
10
鏜床
貼平中心面,找正進(jìn)出水法蘭平面壓緊�����,(1)粗精鏜 ?381外止口二平面���,車(chē)刀校正大外圓���。(2)轉(zhuǎn)180度粗精鏜 ?470外止口二平面�����,車(chē)刀校正外圓�����。
TK6113數(shù)控鏜床
面銑刀
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工藝過(guò)程卡片
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品型號(hào)
零(
4���、部件)圖號(hào)
產(chǎn)品名稱(chēng)
泵體
零(部件)名稱(chēng)
泵體
共(4)頁(yè)
第( 2 )頁(yè)
材料牌號(hào)
毛坯種類(lèi)
硅鋁合金
毛坯外形尺寸
每毛坯可制件數(shù)
1
每臺(tái)件數(shù)
備注
工序號(hào)
工序名稱(chēng)
工序內(nèi)容
設(shè)備
刀具
11
銑
貼平中心面,校正腳板平面加工余量線壓緊�����,粗精銑腳板平面及導(dǎo)向凸臺(tái)底平面���,寬35兩側(cè)���。車(chē)刀校正854平面(兩處)
龍門(mén)銑
銑刀
12
劃線
劃腳板上4- ?46鉆孔線及2- ?12錐銷(xiāo)孔線,1-G1/2管牙線(兩處)
13
鉆
(1)鉆 2- ? 12錐銷(xiāo)孔放余量
(2)鉆4- ?46孔�����,背面刮
5�、平?75�����。
(3)鉆攻2-G1/2深27管牙�����,锪平?40.
Z3080*25立式鉆床
高速鋼鉆頭
14
劃線
校正流道劃中心面各檔鏜孔線、中心線�,軸承檔孔加工余量線,劃16-?33���,20-?36孔線�,劃1-G3/4管牙線(兩處)劃1-G1/4(兩處)1-G1/2管牙線(兩處)
描圖
描校
15
鉆
(1) 泵蓋為基準(zhǔn)�,號(hào)鉆,鉆攻40-M30螺孔���,沉孔?32深3�, 锪平?56���,2-G1/2管牙深25�,?18孔穿���,锪平?40.
(2) 合上泵體 泵蓋拼緊 同鉆鉸 2-?12錐銷(xiāo)孔.
Z3080*25立式鉆床
高速鋼鉆頭
底圖號(hào)
裝訂
6���、號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工藝過(guò)程卡片
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品型號(hào)
零(部件)圖號(hào)
產(chǎn)品名稱(chēng)
泵體
零(部件)名稱(chēng)
泵體
共(4)頁(yè)
第( 3 )頁(yè)
材料牌號(hào)
毛坯種類(lèi)
硅鋁合金
毛坯外形尺寸
每毛坯可制件數(shù)
1
每臺(tái)件數(shù)
備注
工序號(hào)
工序名稱(chēng)
7���、
工序內(nèi)容
設(shè)備
刀具
15
鉆
(3)進(jìn)出水法蘭頂端鉆攻2-G1/2管牙,锪平?40�����,底孔穿
(4)鉆進(jìn)水法蘭�,出水法蘭,20-?36孔背面锪平?83�,16-?33孔背面锪平?70.
(5) 進(jìn)出水法蘭端鉆攻2-G3/4管牙深16底孔鉆穿,锪平?50.
(6) 鉆攻2-G1/4管牙螺孔深20?6孔穿 锪平?30.
Z3080*25立式鉆床
高速鋼鉆頭
16
鏜床
貼平 校正中心面及 ?350孔加工余量線 壓緊
(1) 粗鏜?330止口平面(放余量2-2.5)
(2) 粗鏜?350孔平面(放余量2-2.5工藝要求?350加工至?348+0.2)(兩端)
(3)
8�、粗鏜?340孔平面(工藝要求?340加工至?327H9)(兩端作水壓用)
(4)粗鏜?350 ?355孔平面(放余量2mm)(兩端)
專(zhuān)用機(jī)床鏜床
硬質(zhì)合金刀具
描圖
描校
17
檢驗(yàn)
按技術(shù)要求或質(zhì)保計(jì)劃著色檢查
18
裝配
作水壓試驗(yàn)
底圖號(hào)
19
車(chē)
泵蓋校正壓緊精車(chē)中心平面。泵體貼平墊塊平面壓緊精車(chē)中心面�。
C534J1立床
45°40方外圓車(chē)刀
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處
9、數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
機(jī)械加工工藝過(guò)程卡片
機(jī)械加工工藝過(guò)程卡片
產(chǎn)品型號(hào)
零(部件)圖號(hào)
產(chǎn)品名稱(chēng)
泵體
零(部件)名稱(chēng)
泵體
共(4)頁(yè)
第(4 )頁(yè)
材料牌號(hào)
毛坯種類(lèi)
硅鋁合金
毛坯外形尺寸
每毛坯可制件數(shù)
1
每臺(tái)件數(shù)
備注
工序號(hào)
工序名稱(chēng)
工序內(nèi)容
設(shè)備
刀具
20
鉆
泵體 ���、泵蓋拼緊重鉆鉸2-?12削孔
Z3080*25立式鉆床
鉸刀
21
鏜床
貼平墊塊平面校正精鏜?330內(nèi)止口平面���,
10、倒角(兩端),鉆攻8-M20-6H螺孔深30 孔螺35(兩端)�����。校正精鏜?340, ?350,?355孔及20H8槽各平面倒角(兩端)�����。
TK6113數(shù)控鏜床
面銑刀
高速鋼鉆頭���、絲攻
硬質(zhì)合金刀具
銑刀園盤(pán)
22
裝配
拆開(kāi)
23
劃線
劃M10孔線(4處)
24
鉆床
鉆M10底孔(4處)
Z3080*25立式鉆床
高速鋼鉆頭
25
檢驗(yàn)
描圖
描校
底圖號(hào)
裝訂號(hào)
設(shè)計(jì)(日期)
審核(日期)
標(biāo)準(zhǔn)化(日期)
會(huì)簽(日期)
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
標(biāo)記
處數(shù)
更改文件號(hào)
簽字
日期
 機(jī)械加工工藝過(guò)程卡片 泵殼 畢設(shè)
機(jī)械加工工藝過(guò)程卡片 泵殼 畢設(shè)