《模具設(shè)計(jì)畢業(yè)設(shè)計(jì).doc》由會(huì)員分享�����,可在線閱讀,更多相關(guān)《模具設(shè)計(jì)畢業(yè)設(shè)計(jì).doc(19頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索��。
1���、前 言
第二章 注塑設(shè)備選擇
第2.1節(jié) 估算塑件體積
該產(chǎn)品大批量生產(chǎn)故設(shè)計(jì)的模具要有較高的注塑效率,澆注系統(tǒng)要能自動(dòng)脫模�,可采用側(cè)澆口自動(dòng)脫模結(jié)構(gòu)。由于塑件中等大小���,所以模具采用一模二腔結(jié)構(gòu)��,澆口形式采用側(cè)澆口�。
2.1.1計(jì)算塑件體積
由第一章可知塑件材料PMMA的密度為1.16~1.20 g.cm���,收縮率為1.6%~2.0%���,計(jì)算出其平均密度為1.18 g.cm,平均收縮率為1.8%���。經(jīng)測(cè)繪初步估算得
塑件體積 V=9.18+1.428+7.722+0.33+0.32+2.62=21.6 cm���;
塑件質(zhì)量 M= Vρ=21.6 cm1.18 g.
2���、cm=25.488g;
2.1.2 澆注系統(tǒng)凝料體積的初步估算
可按塑件體積的0.6倍估算���,由于該模具采用一模二腔�����。
1.所以澆注系統(tǒng)凝料體積為
V=2V0.6=221.60.6=25.92 cm�����;
2.該模具一次注塑所需塑料的體積為
V=2V+ V=221.6+25.92=69.12 cm;
第2.2節(jié) 注塑機(jī)型號(hào)的選定
根據(jù)塑料制品的體積與質(zhì)量�,以及成型工藝參數(shù)初步選定注塑機(jī)的型號(hào)為
SZ—200/1000型臥式螺桿注塑機(jī)
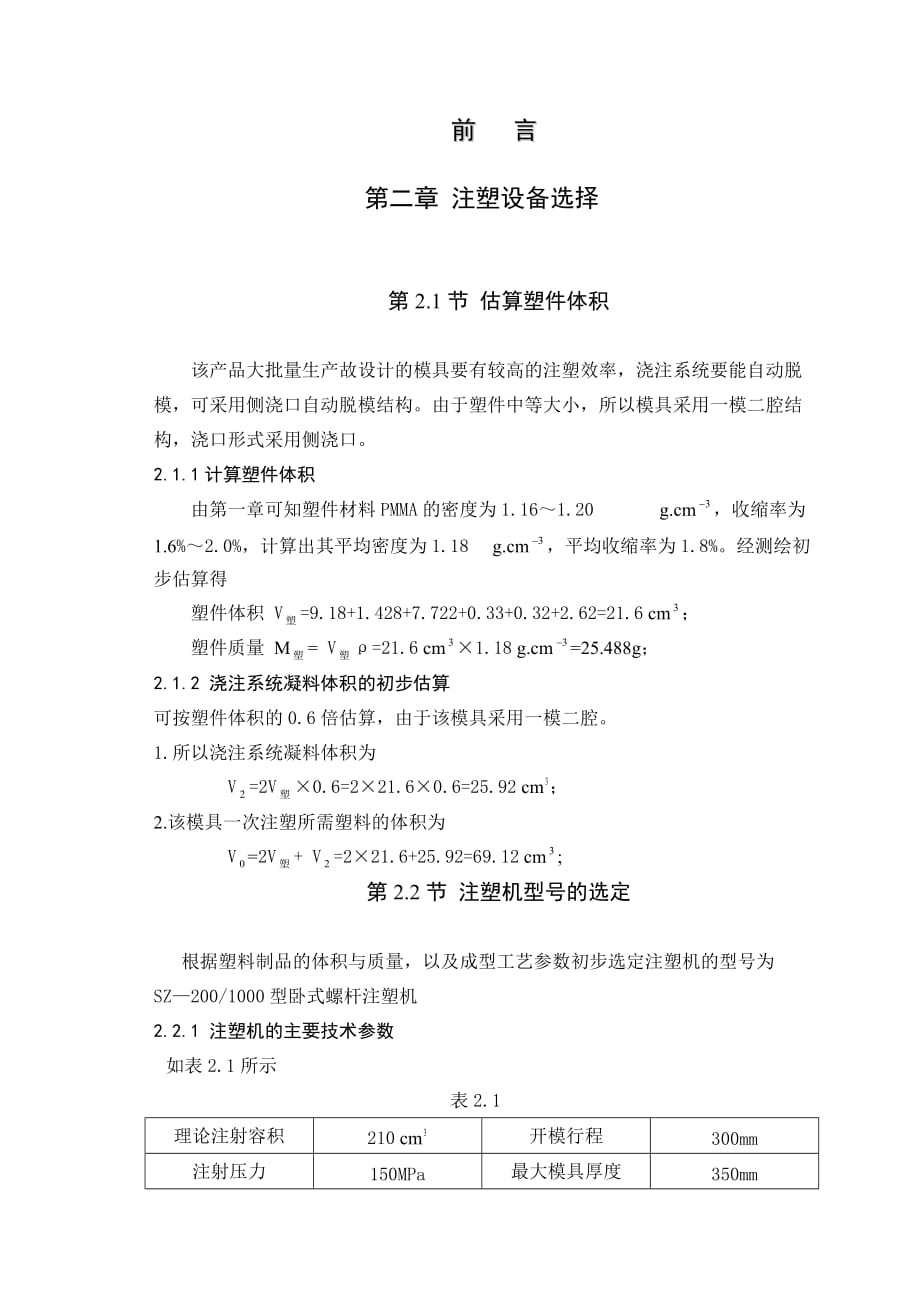
2.2.1 注塑機(jī)的主要技術(shù)參數(shù)
如表2.1所示
3���、 表2.1
理論注射容積
210 cm
開模行程
300mm
注射壓力
150MPa
最大模具厚度
350mm
注射速率
110g/s
最小模具厚度
150mm
塑化能力
14g/s
鎖模形式
雙曲肘
螺桿轉(zhuǎn)速
10~250r/min
模具定位孔直徑
125mm
螺桿直徑
42mm
噴嘴球頭直徑
15mm
鎖模力
1000kN
噴嘴口直徑
4mm
拉桿內(nèi)間距
315315
頂出行程
90mm
注: 該注塑機(jī)由寧波市金星塑料機(jī)械有限公司生產(chǎn)
2.2.2 型腔數(shù)量的校核
1.由注塑機(jī)料筒塑化速率校核型腔數(shù)目
4��、 n≤�����;
上式右邊≈12≥2�,符合要求。
式中 K——注塑機(jī)最大注塑量的利用系數(shù)�,取0.8;
M——注塑機(jī)的額定塑化量(g/h或cm/h),該注塑機(jī)為14g/s�����;
t——成型周期��,因塑件較小���,壁厚不大,取45s���;
m——單個(gè)塑件質(zhì)量 25.48g�����;
m——澆注系統(tǒng)所需塑料質(zhì)量 30.58g�����;
2.按注射機(jī)的最大注射量校核型腔數(shù)目
n≤���;
上式右邊≈5.4≥2符合要求;
式中 m——注射機(jī)允許的最大注射量(g或cm) 210 cm��;
5、
3.按注射機(jī)的額定鎖模力校核型腔數(shù)目
注射機(jī)在充模過(guò)程中產(chǎn)生的脹模力主要作用在兩個(gè)位置:
在兩瓣合模上的作用面積約為A≈24135=3240mm�;
瓣合模與支撐板的接觸處的作用面積A≈17135=2295mm;
n≤
上式右邊≈3.1≥2符合要求�����;
式中 F——注射機(jī)的額定鎖模力(N)���,該注射機(jī)為410N��;
A——2個(gè)塑件在模具分型面上的投影面積(mm), A=2A=6480mm��;
A——澆注系統(tǒng)在模具分型面上的投影面積(mm), A=0.35A=2268mm�����;
P——塑料
6�����、熔體對(duì)型腔的成型壓(MPa),一般是注射壓力的30%~65%����,該處取型腔的平均壓力為45MPa;
第三章 擬定模具結(jié)構(gòu)形式
第3.1節(jié) 分型面位置的確定
在塑件設(shè)計(jì)階段��,就應(yīng)考慮成型時(shí)分型面的形狀和位置�,否則無(wú)法用模具成型。在模具設(shè)計(jì)階段��,應(yīng)首先確定分型面的位置�����,然后才選擇模具的結(jié)構(gòu)����。分型面設(shè)計(jì)是否合理���,對(duì)塑件質(zhì)量���、工藝操作難易程度和模具設(shè)計(jì)制造都有很大的影響。因此分型面的選擇是注射模設(shè)計(jì)中的一個(gè)關(guān)鍵因素���。
3.1.1 分型面的選擇原則
1.有利于保證塑件的外觀質(zhì)量���;
2.分型面應(yīng)選擇在塑件的最大截面處;
3.盡可能使塑件在動(dòng)模一側(cè);
4.有
7�、利于保證塑件的尺寸精度;
5.有利于簡(jiǎn)化模具結(jié)構(gòu)�����;
6.有利于排氣���;
該塑件在模具設(shè)計(jì)時(shí)已經(jīng)充分考慮了上述原則���,同時(shí)根據(jù)提供的塑件實(shí)體并無(wú)側(cè)邊凹凸和槽,所以分型時(shí)只需軸向抽芯分型����。
3.1.2分型面的選擇及模具結(jié)構(gòu)
充分考慮以上條件及有利于工藝操作,將分型面選擇在塑件下表面如圖3-1所示
圖3-1 1.組合上型芯��, 2.定模型腔板��,
3.動(dòng)模型腔板���, 4.下型芯�����。
第3.2節(jié) 確定型腔數(shù)目及排列方式
當(dāng)塑件分型面確定之后���,就需要考慮是采用單型腔模還是多型腔模�����。
一般來(lái)說(shuō)
8�����、�����,大中型塑件和精度要求高的小型塑件優(yōu)先采用一模一腔的結(jié)構(gòu)���,但對(duì)精度要求不高的小型塑件(沒(méi)有配合要求)�,形狀簡(jiǎn)單,有是大批量生產(chǎn)時(shí)�,若采用多型腔模具,就有獨(dú)特的優(yōu)越性�����,使生產(chǎn)效率大為提高。故有此初步擬定采用一模兩腔���,如圖3-2所示���。
圖3-2 型腔分布
第四章 澆注系統(tǒng)形式和澆口設(shè)計(jì)
澆注系統(tǒng)是引導(dǎo)塑料熔體從注塑機(jī)噴嘴到模具型腔的進(jìn)料通道,具有傳質(zhì)�����、傳壓和傳熱的功能�����,對(duì)塑件質(zhì)量影響很大�。它分為普通流道澆注系統(tǒng)和熱流道澆注系統(tǒng)。
第4.1節(jié) 主流道設(shè)計(jì)
主流道位于模具中心塑料熔體的入口處�,它將注塑機(jī)噴嘴射出的熔體導(dǎo)入分流道或型腔中。主
9����、流道的形狀為圓錐形,以便于熔體的流動(dòng)和開模時(shí)主流道凝料的順利拔出
4.1.1 主流道尺寸
1.主流道小端直徑 D=4(注射機(jī)噴嘴直徑)+(0.5~1)
取D=5mm�����;
2.主流道球面半徑 SR=15(注射機(jī)噴嘴球頭半徑)+(1~2)mm
取SR=16;
3.球面配合高度 h=3mm~5mm 取h=3mm�;
4.主流道長(zhǎng)度 盡量小于60mm 由標(biāo)準(zhǔn)模架結(jié)合該模具結(jié)構(gòu)
取 L=32+22=54mm;
5.主流道大端直徑 D= D+2tanα≈7.26(取錐角α=3)
10��、 D=7mm���;
6.澆口套總長(zhǎng) L=56mm����;
4.1.2主澆道襯套形式
主流道小端入口處與注射機(jī)噴嘴反復(fù)接觸屬易損件��,對(duì)材料要求嚴(yán)格����,因而模具主流道部分常設(shè)計(jì)成可拆卸更換的主流道襯套形式,以便有效地選用優(yōu)質(zhì)鋼單獨(dú)進(jìn)行加工和熱處理��,如圖所示���,材料采用T8鋼,熱處理淬火后表面硬度為50HRC~55HRC��,如圖4-1所示��。
為了便于加工和縮短主流道的長(zhǎng)度,襯套和定位圈設(shè)計(jì)成分體式�。
圖4-1 襯套
定位圈的結(jié)構(gòu)尺寸如圖4-2所示
圖4-2 定位圈
第
11、4.2節(jié) 分流道設(shè)計(jì)
4.2.1 分流道的布置形式
分流道在分型面上的布置與型腔排列相關(guān)����,但應(yīng)遵循兩方面的原則:
一、 排列緊湊��,縮小模具板面尺寸���;
二����、 流程盡量要短��,鎖模力力求平衡�����。
該模具的流道位置布置采用平衡對(duì)稱式��,這樣彎折少����,長(zhǎng)度短��,無(wú)其他最佳方案選擇
4.2.2 分流道的長(zhǎng)度
梯形分流道的單向長(zhǎng)度 L=32mm�;
總長(zhǎng)度 L=2L=64mm���。
4.2.3 分流道的形狀及尺寸
為了便于加工及凝料的脫模���,分流道大多設(shè)置在分型面上,工程設(shè)計(jì)中常采用梯形截面�����,加工工藝性能好�,且塑料熔體的熱量散失、流動(dòng)阻力均不大�,因此該模具的分流道也采用梯
12、形�����,可根據(jù)以下經(jīng)驗(yàn)公式確定其截面的尺寸即:
B=0.2654 , H=;
B=0.2654≈3.28 取B=5, H=4.5�����;
式中 B——梯形最大底邊的寬度;
m——塑件的質(zhì)量(g) 25.488����;
L——單向分流道的長(zhǎng)度 35mm��;
H——梯形的高度�����。
注:上式的使用范圍��,即塑件厚度在3mm以下��,質(zhì)量小于200g����,且B的計(jì)算結(jié)果在3.2~9.5mm范圍內(nèi)才合理。
第4.3節(jié) 主流道冷料井設(shè)計(jì)
冷料井位于主流道正對(duì)面的動(dòng)模板上�,其作用是捕集料流前鋒的“冷料”,防止“冷料”進(jìn)入型腔而影響塑件質(zhì)量�。開模時(shí)應(yīng)將主流道中的凝料
13、拉出�,所以冷料井的直徑應(yīng)稍大于主流道大端的直徑,該模具采用底部裝有拉料桿的Z字形槽冷料井�����。
拉料桿直徑d=7(主流道大端直徑)+1=8mm, 冷料井深度取11mm��。
第4.4節(jié) 澆口設(shè)計(jì)
澆口是連接流道與型腔之間的一般細(xì)短通道��,它是澆注系統(tǒng)的關(guān)鍵部位�。澆口的形式、位置和尺寸對(duì)塑件的質(zhì)量影響很大��。
澆口截面積通常為分流道截面積的0.07~0.09倍�,澆口的截面積形狀多為矩形和圓形兩種,澆口長(zhǎng)度為0.5mm~2.0mm����。澆口的具體尺寸一般根據(jù)經(jīng)驗(yàn)確定,取其下限值���,然后在試模時(shí)逐步修正���。
4.4.1 澆口的類型及位置的確定
該模具是中小型塑件的多型腔模具,同時(shí)從所提供的塑件中可以看出
14���、�,在中部¢33的圓周上設(shè)置側(cè)澆口比較合適。側(cè)澆口開在垂直的分型面上�,從型腔(塑件)外側(cè)面進(jìn)料,側(cè)澆口是典型的矩形截面澆口��,能方便的調(diào)整沖模時(shí)的剪切速率和澆口的封閉時(shí)間�,因而又稱為標(biāo)準(zhǔn)澆口��。這種澆口加工容易�,修整方便,而且可以根據(jù)塑件的形狀特征靈活的選擇進(jìn)料位置����,因此它是廣泛應(yīng)用的一種澆口形式,普遍使用于中小型塑件的多型腔模具中���。
4.4.2 澆口結(jié)構(gòu)尺寸的經(jīng)驗(yàn)計(jì)算
1.側(cè)澆口深度和寬度經(jīng)驗(yàn)計(jì)算
經(jīng)驗(yàn)公式為
h=nt=0.82=1.6mm���, w= =≈2.23mm;
綜合實(shí)際因素?。篽=1mm, w=2mm�;
式中h——側(cè)澆口深度;
w——澆口寬度���;
A
15�����、——塑件外表面積���;
t——塑件厚度(平均厚度約為2mm)���;
n——塑件系數(shù),由表 查得n=0.8�。
表 塑料材料系數(shù)n
塑料系數(shù)
PE、PS
POM�����、PC��、PP
PA�、PMMA、PVAC
PVC
n
0.6
0.7
0.8
0.9
注:源自參考文獻(xiàn)[1]表6.6-5
2.側(cè)澆口的經(jīng)驗(yàn)計(jì)算
由于側(cè)澆口的種類較多���,現(xiàn)將常用的經(jīng)驗(yàn)數(shù)據(jù)列于表
表 側(cè)澆口的推薦尺寸
塑件壁厚/mm
側(cè)澆口尺寸/mm
澆口長(zhǎng)度L/mm
深
16�、度h
寬度w
<0.8
0~0.5
0~1.0
1.0
0.8~2.4
0.5~1.5
0.8~2.4
2.4~3.2
1.5~2.2
2.4~3.3
3.2~6.4
2.2~2.4
3.3~6.4
注:源自參考文獻(xiàn)[3]表6.6-6
綜上得側(cè)澆口尺寸:深度h=1.6mm
寬度w=2mm
長(zhǎng)度l=1.5mm
其尺寸實(shí)際應(yīng)用效果如何�,應(yīng)在試模中檢驗(yàn)與改進(jìn)�。
4.4.3 澆注系統(tǒng)的平衡
對(duì)于該模具�,從主流道到各個(gè)型腔的分流道的長(zhǎng)度相等,形狀及截面尺寸對(duì)應(yīng)相同�����,各個(gè)澆口也相同��,
17�、因此整個(gè)叫住系統(tǒng)理應(yīng)是平衡的��。
4.4.4 澆注系統(tǒng)凝料體積計(jì)算
1.主流道與主流道凝料井凝料計(jì)算
V=����;
2.分流道凝料體積
V=;
3.澆口凝料體積
V很小����,可取為零。
4.澆注系統(tǒng)凝料體積
V= V + V + V=1070.236+1417.5+0=2487.736�����;
由于該值小于前面對(duì)澆注系統(tǒng)凝料的估算����,所以前面的有關(guān)澆注系統(tǒng)的各項(xiàng)計(jì)算與校核符合要求�����,不需要從新計(jì)算��。
4.4.5澆注系統(tǒng)各截面流過(guò)熔體的體積計(jì)算
1.流過(guò)澆口的體積
V=V =21.6���;
2.流過(guò)分流道的體積
V =V + V=23.01;
3.
18�、流過(guò)主流道的體積
V =2V+ V=48.50;
4.4.6普通澆注系統(tǒng)截面尺寸的計(jì)算與校核
1.確定適當(dāng)?shù)募羟兴俾师?
根據(jù)經(jīng)驗(yàn)澆注系統(tǒng)各段的γ取以下值�����,所成型塑件質(zhì)量較好�。
1) 主流道
γ=~
2) 分流道
γ=
3) 側(cè)澆口
γ=~
2確定體積流率(澆注系統(tǒng)中各段的q值是不相同的)
1) 主流道體積流率q
因塑件小,即使是一模兩腔的模具結(jié)構(gòu)��,所需注射塑料熔體的體積也不是很大的�����,而主流道的尺寸并不?��。ê妥⑸錂C(jī)噴嘴孔直徑相關(guān)聯(lián))因此主流道體積流率并不大�����,取γ=代人得
q===21.56/s���;
2) 澆口體積流率q
側(cè)(矩形)澆口用適
19��、當(dāng)?shù)募羟兴俾师?代人得
q===8.5/s���;
3.注射時(shí)間(充模時(shí)間)的計(jì)算
1)模具充模時(shí)間
t===2.24s;
式中q——主流道體積流率��;
t——注射時(shí)間��,s�����;
V——模具成型時(shí)所需塑料熔體的體積�����,��;
2)單個(gè)型腔充模時(shí)間
t===2.54s����;
3)注射時(shí)間
根據(jù)經(jīng)驗(yàn)公式求得注射時(shí)間
t= t/3+2 t/3≈2.44s
根據(jù)表 可知t>注射機(jī)最短注射時(shí)間,所選時(shí)間合理�����。
4.校核各處剪切速率
1)澆口剪切速率
γ== 合理�;
2)分流道剪切速率
γ==,基本合理���。
式中 q==9.43/s����,R==0.65�����。
3)主流道剪
20����、切速率
γ==,合理��。
式中 R=R=0.65cm。
第五章 成型零件的結(jié)構(gòu)設(shè)計(jì)和計(jì)算
塑料模具型腔在成型過(guò)程中受塑料熔體的高壓作用��,應(yīng)具有足夠的強(qiáng)度和剛度���,如果型腔側(cè)壁和底板厚度過(guò)小�����,可能因強(qiáng)度不夠而產(chǎn)生塑性變形甚至破壞���;也可能因剛度不足而產(chǎn)生撓曲變形,導(dǎo)致溢料飛邊�����,降低塑件尺寸精度并影響順利脫模�。因此����,應(yīng)通過(guò)強(qiáng)度和剛度的計(jì)算來(lái)確定型腔壁厚,尤其對(duì)重要的精度要求高的模具型腔����,更不能單純憑經(jīng)驗(yàn)來(lái)確定型腔壁厚和底板厚度��。
第5.1節(jié) 型芯和型腔的工作尺寸計(jì)算
5.1.1 型腔的工作尺寸計(jì)算[133(1+1.8%)+0.751.28]=136.354
1.型腔的徑向工作尺
21����、寸計(jì)算
公式如下:
L=[L(1+k)+(3/4)△]
式中 L——塑件外形公稱尺寸 長(zhǎng)135mm�,寬25mm;
k ——塑件的平均收縮率 取1.8%�����;
△ ——塑件的尺寸公差 取MT3級(jí)���;
Δ ——模具制造公差 取塑件相應(yīng)尺寸公差1/3~1/6;
長(zhǎng)度方向 L=[133(1+1.8%)+0.751.28]=136.9
寬度方向 L=[9(1+1.8%)-0.750.16]=9.04
2型腔的深度工作尺寸計(jì)算
公式如下:
H=[H1+k)-(2/3)△]
22�����、代入得 H=[17(1+1.8%)-(2/3)]=17.17
5.1.2 型芯的工作尺寸計(jì)算
1.型芯的徑向工作尺寸計(jì)算
公式如下:
l=[l(1+k)+(3/4)△]
長(zhǎng)度方向 l=[112(1+1.8%)+0.750.58] =114.45
寬度方向 l=[6(1+1.8%)+0.750.16] =6.228
2.型芯的高度工作尺寸計(jì)算
公式如下:
h=[h(1+k)+(2/3)△]
h=[14(1+1.8%)+(2/3)0.18] =14.37
3.下模芯的徑向工作尺寸計(jì)算
公式如下:
l=[l(
23�、1+k)+(3/4)△]
長(zhǎng)度方向 l=[131(1+1.8%)+0.750.61] =133.815
寬度方向 l=[5(1+1.8%)+0.750.14] =5.19
4.下模芯的高度工作尺寸計(jì)算
公式如下:
h=[h(1+k)+(2/3)△]
h=[13(1+1.8%)+(2/3)0.18] =13.35
5.1.3 型芯位置尺寸計(jì)算
公式如下:
C= C(1+k)δ/2
C=15(1+1.8)0.2/2=15.270.1
5.1.4 型腔側(cè)壁及底板厚度的計(jì)算
1.型腔側(cè)壁厚度計(jì)算
24���、如圖5-1
1)剛度計(jì)算公式
S==0.31L
式中 S——矩形型腔場(chǎng)邊的側(cè)壁厚度�����;
P——型腔所受壓力 60Mpa����;
L——型腔長(zhǎng)邊長(zhǎng)度 136mm;
a——型腔側(cè)壁受壓高度 15mm�;
a——型腔側(cè)壁全高度 17mm;
——允許變形量 0.04~0.05mm�;
E——模具材料的彈性模量 200GPa ;
——模具材料的許用應(yīng)力 465MPa �;
S== 33.6mm 圖5-1
2)按強(qiáng)度計(jì)算公式
S= =0.71L;
S==32.5mm���;
25���、2. 型腔底板厚度的計(jì)算
1)按剛度計(jì)算
h=
h=
2)按強(qiáng)度計(jì)算
h=
h=≈13.5mm<15mm,符合要求���。
第六章 合模導(dǎo)向機(jī)構(gòu)設(shè)計(jì)
當(dāng)采用標(biāo)準(zhǔn)模架時(shí)���,因模架本身帶有導(dǎo)向裝置,一般情況下設(shè)計(jì)人員只要按模架規(guī)格選用即可���,若需要采用精密導(dǎo)向定位裝置,則需由設(shè)計(jì)人員根據(jù)模具結(jié)構(gòu)進(jìn)行具體設(shè)計(jì)。
第6.1節(jié) 導(dǎo)向機(jī)構(gòu)的總體設(shè)計(jì)
6.1.1 設(shè)計(jì)要點(diǎn)
1.導(dǎo)向零件應(yīng)合理地均勻分布在模具的周圍或靠近邊緣的部位���,其中心至模具邊
緣應(yīng)有足夠的的距離�����,以保證模具的強(qiáng)度�����,防止壓入導(dǎo)柱和導(dǎo)套后變形�����。
2.該模具采用4根導(dǎo)
26���、柱,其布置為等直徑導(dǎo)柱對(duì)稱分布�。
3.該模具導(dǎo)柱安裝在支撐板上,導(dǎo)套安裝在定模固定板上和推板上�����。
4.為了保證分型面很好的接觸�,導(dǎo)柱和導(dǎo)套在分型面處應(yīng)有承屑槽�����,即可削去一
個(gè)面或在導(dǎo)套的孔口倒角��,該模具采用后者�����。
5.在合模時(shí)���,應(yīng)保證導(dǎo)向零件首先接觸,避免凸模先進(jìn)入型腔�����,導(dǎo)致模具損壞���。
6.動(dòng)定模板采用合并加工時(shí)���,可確保同軸度要求。
6.1.2 導(dǎo)柱設(shè)計(jì)
1.該模具采用帶頭導(dǎo)柱�����,不加油槽,如圖6-1所示�����。
2.導(dǎo)柱長(zhǎng)度必須比凸模端面高度高出6mm~8mm���。
3.為使導(dǎo)柱能順利地進(jìn)入導(dǎo)向孔,導(dǎo)柱的端部常做成圓錐形或球形的先導(dǎo)部分��。
4.導(dǎo)柱的直徑應(yīng)根據(jù)模具的尺寸來(lái)確定
27�����、����,應(yīng)保證具有足夠的抗彎強(qiáng)度(該導(dǎo)柱直徑由標(biāo)準(zhǔn)模架可知為Φ25mm)。
5.導(dǎo)柱的安裝形式���,導(dǎo)柱固定部分與模板按H7/k6配合�,導(dǎo)柱滑動(dòng)部分按H7/f7或H8/f7的間隙配合�。
6.導(dǎo)柱的工作部分的表面粗糙度R=0.4μm。
7.導(dǎo)柱應(yīng)具有堅(jiān)硬而耐磨的表面��、堅(jiān)韌而不易折斷的內(nèi)芯。多采用低碳鋼經(jīng)滲碳淬火處理或碳素工具鋼T8A�、T10A經(jīng)淬火處理,硬度為50HRC以上或45經(jīng)調(diào)質(zhì)�����、表面淬火�����、低溫回火�����,硬度為50HRC以上�。
圖 6-1 帶頭導(dǎo)柱
6.1.2 導(dǎo)套設(shè)計(jì)
導(dǎo)套與安裝
28、在另一半模上的導(dǎo)柱相配合����,用以確定動(dòng)、定模的相對(duì)位置�,保證模具運(yùn)動(dòng)導(dǎo)向精度的遠(yuǎn)套型零件。導(dǎo)套常用的結(jié)構(gòu)類型有兩種:直導(dǎo)套(GB/T4169.2-1984)�、帶頭導(dǎo)套(GB/T4169.3-1984)。
1.結(jié)構(gòu)形式采用帶頭導(dǎo)套和直導(dǎo)套兩種如圖6-2所示��;
2.導(dǎo)套的端面應(yīng)倒角,導(dǎo)柱孔做成通孔���,利于排出孔內(nèi)的剩余空氣���。
3.導(dǎo)套孔的滑動(dòng)部分按H8/f7或H7/f7的間隙配合�����,表面粗糙度為0.4μm�。導(dǎo)套外徑與模板一端采用H7/k6配合;另一端采用H7/e7配合鑲?cè)肽0濉?
4.導(dǎo)套材料可用淬火鋼或銅(青銅合金)等耐磨材料制造����,該模具中采用T8A。
29��、
a b
圖 6-2 a .帶頭導(dǎo)套 b.直導(dǎo)套
第七章 脫模推出機(jī)構(gòu)設(shè)計(jì)
第7.1節(jié) 脫模推出機(jī)構(gòu)設(shè)計(jì)
注射成型的每一個(gè)環(huán)節(jié)中��,塑件必須準(zhǔn)確無(wú)誤地從模具的凹模中或型芯上脫出�����,完成脫出塑件的裝置稱為脫模機(jī)構(gòu)�,也稱為推出機(jī)構(gòu)�����。
7.1.1 脫模機(jī)構(gòu)設(shè)計(jì)原則
脫模
30�、機(jī)構(gòu)設(shè)計(jì)時(shí)必須遵循以下原則
1.因?yàn)樗芰侠鋮s收縮時(shí)抱緊凸模�����,所以頂出力的作用點(diǎn)應(yīng)盡量靠近凸模�;
2.頂出力應(yīng)作用在塑件剛性和強(qiáng)度最大的部位,如加強(qiáng)條�、凸緣、壁厚等處�����,
作用面積盡可能大些����,以防止塑件變形和損壞;
3.為保證良好的塑件外觀����,頂出位置應(yīng)盡量設(shè)在塑件內(nèi)部或?qū)λ芗庥^影響不
大的部位;
4.若頂出部位需設(shè)在塑件使用或裝配的基面上時(shí),為不影響塑件尺寸和使用��,一般頂桿與塑件接觸處凹進(jìn)塑件0.05~0.1mm���,否則塑件會(huì)引起凸起���,影響基面的平整。
7.1.2 脫模機(jī)構(gòu)設(shè)計(jì)
該模具采用推板推出機(jī)構(gòu)�,其結(jié)構(gòu)如圖7-1所示
31、
圖 7-1 1.定模型腔板 2.推板 3.推桿
4.動(dòng)模型腔板 5.型芯
1.采用簡(jiǎn)單脫模機(jī)構(gòu)�,在動(dòng)模一側(cè)施加一次頂出力��,就可以實(shí)現(xiàn)塑件脫模的機(jī)構(gòu)稱為簡(jiǎn)單脫模機(jī)構(gòu)����。通常包括頂桿(或推桿)脫模機(jī)構(gòu)等。
2.頂桿多用T8A或T10A材料���,頭部淬火硬度達(dá)50HRC以上����,表面粗糙度取Ra值小于0.8μm�,和頂桿孔呈H8/f8配合。頂桿是模具標(biāo)準(zhǔn)件�。
第八章 注射機(jī)工藝參數(shù)校核
第8.1節(jié) 最大注射壓力校核
注射機(jī)的額定注射壓力即為該注射機(jī)的最高壓力��,即 P=150MPa�����,應(yīng)該大于注射成型時(shí)所需
32����、調(diào)用的注射壓力P即
P≥kP
式中 k——安全系數(shù)���,常取k=1.25~1.4�����,這里取1.25
實(shí)際生產(chǎn)中該模具成型時(shí)所需壓力P為70~120MPa�,代入計(jì)算符合要求���。
第8.2節(jié) 最大注射量校核
注塑機(jī)的最大注塑量應(yīng)大于制品的質(zhì)量或體積(包括流道及澆口凝料和飛邊),通常注塑機(jī)的實(shí)際注塑量最好是注塑機(jī)的最大注量的80%�。所以��,選用的注塑機(jī)最大注塑量應(yīng)滿足
V=αV=0.8210=178.5cm
式中 V——模具型腔和流道的最大容積���;
V——指定型號(hào)與規(guī)格的注射機(jī)注射容積 該注射機(jī)取210cm�����;
α
33�����、——注射系數(shù)可取0.75~0.85 這里取0.8��;
倘若實(shí)際注射量過(guò)小��,注射機(jī)的塑化能力得不到發(fā)揮��,塑料在料筒中停留時(shí)間就會(huì)過(guò)長(zhǎng)���,所以最小注射量容積
V =0.25V=0.25210=52.5 cm
故每次注射的實(shí)際注射量容積V應(yīng)滿足 V<V<V
而 V=69.12 cm , 符合要求�����。
第8.3節(jié) 鎖模力校核
所需鎖模力計(jì)算
F=KAP=1.2874845=472.3kN
而 F=1000kN≥F�����, 符合要求。
第8.4節(jié) 安裝尺寸校核
8
34����、.4.1噴嘴尺寸
1.主流道的小端直徑D大于注射機(jī)噴嘴d,通常為
D=d+(0.5~1)mm
對(duì)于該模具d=4mm(見(jiàn)表2.1) 取D=5mm��,符合要求�。
2.主流道入口的球面半徑SR應(yīng)大于注射機(jī)噴嘴球半徑SR,通常為
SR=SR+(1~2)mm
對(duì)于該模具SR=15mm(見(jiàn)表2.1) 取SR=16mm�����,符合要求���。
8.4.2.定位圈尺寸
注射機(jī)定位孔尺寸為Φ55mm��,定位圈尺寸取Φ55mm�����,兩者之間采用較松動(dòng)的間隙配合�,符合要求��。
8.4.3.最大與最小模具厚度
模具厚度H應(yīng)滿足 H<H<H�;
式中
35�����、 H=150mm���, H=350mm;
而該套模具厚度 H=25+80+40+30+20+32+25=252mm ��, 符合要求�����。
第8.5節(jié) 開模行程和推出機(jī)構(gòu)的校核
8.5.1 開模行程校核
開模行程 H
H≥H+H+(5~10)mm
式中 H——注射機(jī)動(dòng)模板的開模行程(mm) 取300mm��;
H——塑件推出行程(mm) 取15mm���;
H——包括流道在內(nèi)的塑件高度(mm) 其值為
H=17+11+32+25+(5~10)=90~95mm��, 符合要求����。
8.5.2推出機(jī)構(gòu)校核
該注射機(jī)推出行程為90mm�����,大于H=15mm���, 符合要求��。
第8.6節(jié) 模架尺寸與注射機(jī)拉桿內(nèi)間距校核
該套模具模架的外形尺寸為250mm315mm��,而注射機(jī)拉桿內(nèi)間距為315mm315mm��,符合要求��。
 模具設(shè)計(jì)畢業(yè)設(shè)計(jì).doc
模具設(shè)計(jì)畢業(yè)設(shè)計(jì).doc