《豆?jié){機(jī)過(guò)濾器注塑模具設(shè)計(jì)研究》由會(huì)員分享�,可在線(xiàn)閱讀,更多相關(guān)《豆?jié){機(jī)過(guò)濾器注塑模具設(shè)計(jì)研究(5頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索��。
1�、豆?jié){機(jī)過(guò)濾器注塑模具設(shè)計(jì)研究
摘要:利用UG軟件對(duì)豆?jié){機(jī)過(guò)濾器進(jìn)行模具設(shè)計(jì)。針對(duì)豆?jié){機(jī)過(guò)濾器的結(jié)構(gòu)進(jìn)行了工藝性分析���,塑件具有階梯圓桶形狀及表面存在大面積的側(cè)凹�����,模具采用了典型的哈弗模成型塑件外表面���,完成側(cè)向分型抽芯��。利用普通冷流道進(jìn)行充填�����,一模兩腔結(jié)構(gòu)形式���,側(cè)澆口進(jìn)料,澆注系統(tǒng)設(shè)在哈費(fèi)塊上��,與塑件相連����。由于該模具的開(kāi)模頂出行程較長(zhǎng),采用導(dǎo)柱導(dǎo)向及輔助定位機(jī)構(gòu)���,在成型塑件的行程上增加虎口輔助定位��。其推出系統(tǒng)是模具設(shè)計(jì)的難點(diǎn)�����,由于塑件高度達(dá)203mm��,如果采用常規(guī)模具設(shè)計(jì)頂出機(jī)構(gòu)���,只有開(kāi)模行程為700mm的2000g注塑機(jī)才能滿(mǎn)足要求�,該模具的頂出機(jī)構(gòu)采用拉板結(jié)構(gòu)���,在開(kāi)模的同時(shí)����,可使塑件
2�����、從凸模頂出���,縮短了模具的開(kāi)模行程,只要XS-ZY-500注射機(jī)滿(mǎn)足要求�����,避免采用大型注射設(shè)備�,就能達(dá)到節(jié)能節(jié)材的效果。
關(guān)鍵詞:豆?jié){機(jī)過(guò)濾器;UG;哈弗模;水井式冷卻;拉板結(jié)構(gòu)
1塑件的工藝性分析
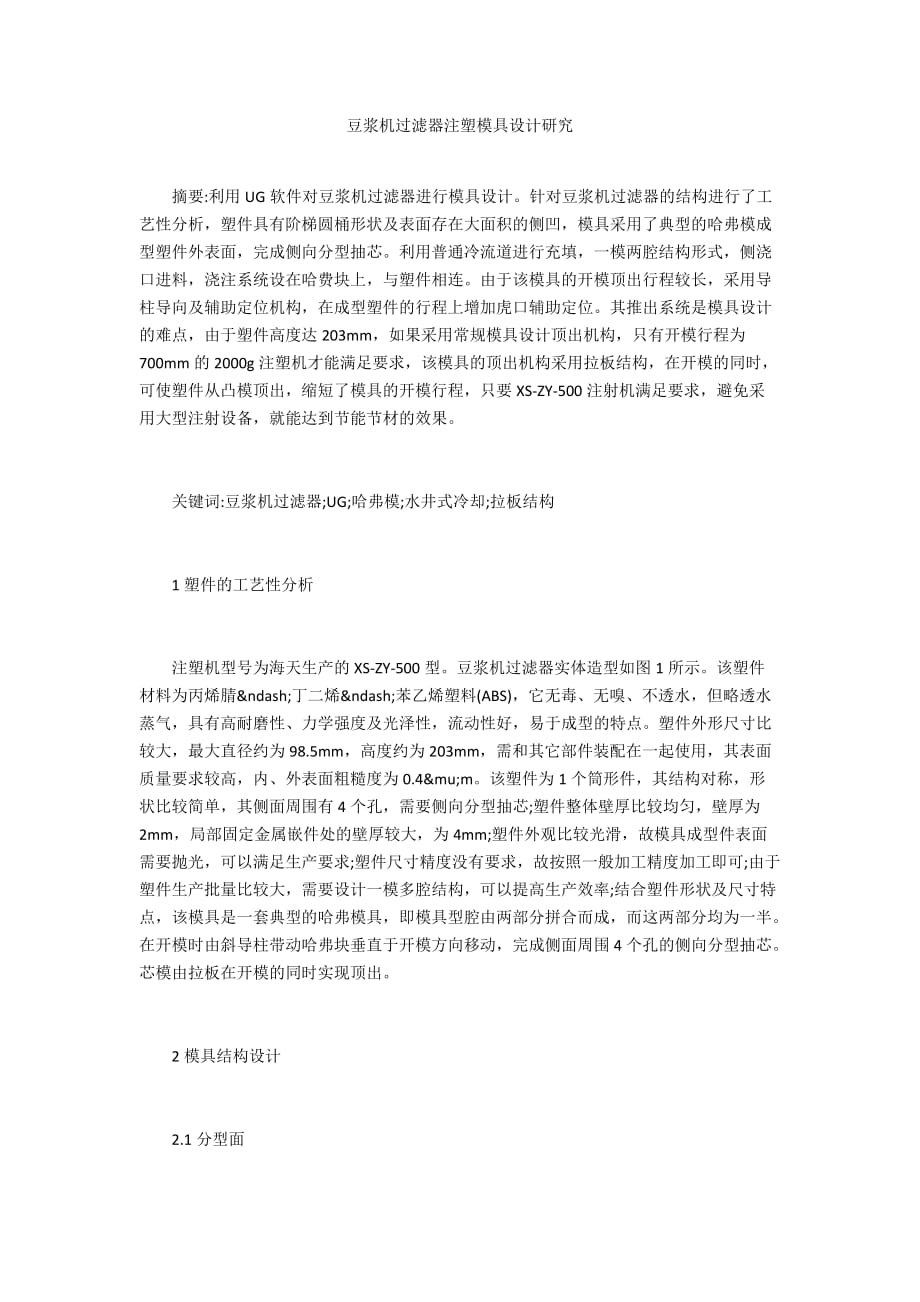
注塑機(jī)型號(hào)為海天生產(chǎn)的XS-ZY-500型���。豆?jié){機(jī)過(guò)濾器實(shí)體造型如圖1所示��。該塑件材料為丙烯腈–丁二烯–苯乙烯塑料(ABS)���,它無(wú)毒����、無(wú)嗅���、不透水��,但略透水蒸氣�����,具有高耐磨性�����、力學(xué)強(qiáng)度及光澤性��,流動(dòng)性好����,易于成型的特點(diǎn)。塑件外形尺寸比較大��,最大直徑約為98.5mm��,高度約為203mm���,需和其它部件裝配在一起使用���,其表面質(zhì)量要求較高,內(nèi)���、外表
3、面粗糙度為0.4μm��。該塑件為1個(gè)筒形件����,其結(jié)構(gòu)對(duì)稱(chēng),形狀比較簡(jiǎn)單�,其側(cè)面周?chē)?個(gè)孔,需要側(cè)向分型抽芯;塑件整體壁厚比較均勻��,壁厚為2mm�,局部固定金屬嵌件處的壁厚較大����,為4mm;塑件外觀(guān)比較光滑�,故模具成型件表面需要拋光,可以滿(mǎn)足生產(chǎn)要求;塑件尺寸精度沒(méi)有要求��,故按照一般加工精度加工即可;由于塑件生產(chǎn)批量比較大�,需要設(shè)計(jì)一模多腔結(jié)構(gòu),可以提高生產(chǎn)效率;結(jié)合塑件形狀及尺寸特點(diǎn)���,該模具是一套典型的哈弗模具��,即模具型腔由兩部分拼合而成����,而這兩部分均為一半���。在開(kāi)模時(shí)由斜導(dǎo)柱帶動(dòng)哈弗塊垂直于開(kāi)模方向移動(dòng)����,完成側(cè)面周?chē)?個(gè)孔的側(cè)向分型抽芯�����。芯模由拉板在開(kāi)模的同時(shí)實(shí)現(xiàn)頂出。
2模具結(jié)構(gòu)
4�、設(shè)計(jì)
2.1分型面
分型面對(duì)模具的結(jié)構(gòu)及成型具有至關(guān)重要的影響,分型面應(yīng)選在塑件外形最大截面處���,保證順利脫模��,分型面的選擇首先要確保塑件的尺寸精度和表面質(zhì)量要求��,其次保證加工方便����,不宜設(shè)在光滑外表面[9]����。在注射成型時(shí),為了保證良好的排氣�����,防止充不滿(mǎn)的現(xiàn)象�。根據(jù)分型面的選擇原則���,同時(shí)�,為防止產(chǎn)生倒扣,該塑件分型面選在最底部��,如圖2所示�����。
2.2澆注系統(tǒng)
塑件外形尺寸較大���,成型數(shù)量較多��,影響塑件的成型質(zhì)量���、模具成本、模具的搬運(yùn)等問(wèn)題�,由于批量生產(chǎn),結(jié)合注塑生產(chǎn)效率和模具結(jié)構(gòu)復(fù)雜程度�����,采用一模兩腔結(jié)構(gòu)形式�����,側(cè)澆口進(jìn)料,澆注系統(tǒng)設(shè)在哈弗塊上�����,與塑件相連
5�����、����。利用UG軟件生成的澆注系統(tǒng)三維模型,如圖3所示���。為了使流道凝料從主流道襯套中順利拔出�,主流道設(shè)計(jì)成倒錐形��,錐角為2°~4°����。分流道截面設(shè)計(jì)成圓形,比表面積小���,熱量損失小,效果最佳,但加工難度較大�。根據(jù)ABS材料特性及經(jīng)驗(yàn)分流道直徑為6mm。為了簡(jiǎn)化模具結(jié)構(gòu)��,降低成本���,在滿(mǎn)足使用要求的前提下�,澆口選擇矩形側(cè)澆口�。冷料穴開(kāi)設(shè)在主流道末端,儲(chǔ)藏冷料�����,選擇倒錐形冷料井���。開(kāi)模時(shí)�,冷料穴的倒錐具有拉料作用����,使主流道凝料脫出澆口套,并滯留在動(dòng)模一側(cè)��,然后通過(guò)脫模機(jī)構(gòu)強(qiáng)制推出凝料����。
2.3成型零件設(shè)計(jì)
由于成型塑件的尺寸比較大����,如果成型零件作為1個(gè)整體���,模具的成本和總
6����、體尺寸會(huì)增加;而且����,模具損壞時(shí)更換也比較麻煩。因此�����,成型塑件的型芯和型腔均采用組合式結(jié)構(gòu)�,節(jié)省了貴重金屬,降低了模具成本��。利用UG生成的凸��、凹模分模如圖4所示��,由圖4可知���,定模型腔由兩部分組成���,2個(gè)定模型芯,2個(gè)動(dòng)模型芯及2個(gè)塑件����。
2.4側(cè)向分型抽芯機(jī)構(gòu)
由于本套模具采用哈弗模結(jié)構(gòu)進(jìn)行成型,其抽拔距較短��,故其側(cè)向分型抽芯機(jī)構(gòu)采用斜導(dǎo)柱抽芯機(jī)構(gòu)�,斜滑塊為圖4中的定模型腔(哈弗塊),滑塊的定位機(jī)構(gòu)由限位螺釘完成�����、滑塊鎖緊機(jī)構(gòu)由定模板整體構(gòu)成��。
2.5導(dǎo)向機(jī)構(gòu)
2.5.1導(dǎo)柱導(dǎo)向及輔助定位
在生產(chǎn)塑料產(chǎn)品時(shí)��,常常采用大批量生產(chǎn)�,由于磨損,
7�����、導(dǎo)致導(dǎo)向機(jī)構(gòu)的壽命較短,同時(shí)注塑出來(lái)的產(chǎn)品尺寸也會(huì)出現(xiàn)不穩(wěn)定現(xiàn)象[12]�。由于塑件高達(dá)203mm,采用導(dǎo)柱�����、導(dǎo)套導(dǎo)向機(jī)構(gòu)已不能滿(mǎn)足要求���,需增設(shè)輔助定位機(jī)構(gòu)��。一般模胚的定位中�,只靠導(dǎo)柱��、導(dǎo)套定位會(huì)使其壽命縮短����,對(duì)于精密模具而言,增加輔助定位就顯得非常必要����。增加輔助定位的方式很多,其中����,最常用的方式就是在模仁的4個(gè)角加工1個(gè)凸臺(tái)���,即虎口或者管位,其加工簡(jiǎn)單方便而且使用很廣泛�。還有1種方式就是在?���?虻耐饷嬖黾佣ㄎ粔K,增加開(kāi)合模過(guò)程中的精確定位���,定位塊的類(lèi)型較多���,其中,最常見(jiàn)的類(lèi)型有3種:豎型零度定位塊�、豎型斜度定位塊和圓形斜度定位塊,其中���,豎型零度定位塊最常用��,使用最廣泛�。由于塑件的尺寸精度要求一般
8��、,所以本套模具外定位不增加定位塊�,只在成型塑件的行程上增加虎口輔助定位。
2.5.2撬模槽
由于豆?jié){機(jī)過(guò)濾器模具尺寸較大����,僅靠人體的力量有時(shí)無(wú)法完成某些工作,對(duì)于汽車(chē)內(nèi)飾件上的大模具更是如此�����。在修模時(shí)����,為方便打開(kāi)前后模,通常會(huì)在模胚上加工撬模槽����,一般模胚寬度在400mm以上的模具均會(huì)加工撬模槽。
2.5.3鎖模塊
生產(chǎn)完成后�,將加工完的新模具進(jìn)行吊裝和搬運(yùn),進(jìn)行試模�����,一般均會(huì)在模胚的2個(gè)對(duì)角上各增加1個(gè)鎖模塊,防止在吊裝過(guò)程中模具分離而發(fā)生不必要的事故�。
2.6頂出脫模機(jī)構(gòu)
該模具的最大特點(diǎn)是開(kāi)模與頂出同步進(jìn)行。由于塑件高
9���、度為203mm���,若采用常規(guī)的注塑機(jī)頂出機(jī)構(gòu),需要700mm開(kāi)模行程�,只有2000g注射機(jī)才能滿(mǎn)足要求。若模具頂出機(jī)構(gòu)采用拉板結(jié)構(gòu)��,如圖6所示�����。在開(kāi)模的同時(shí)��,為了實(shí)現(xiàn)塑件從凸模中脫出����,縮短模具的開(kāi)模行程�,選擇XS-ZY-500注射機(jī),避免采用大型注射設(shè)備����,達(dá)到節(jié)能節(jié)材的效果����。拉板結(jié)構(gòu)如圖6所示��,定模拉板固定在定模板上�,動(dòng)模拉板、壓塊和彈簧固定在動(dòng)模板上��,當(dāng)模具開(kāi)模時(shí)���,定模拉板嵌入定模板凹槽內(nèi)�����,沿凹槽滑動(dòng)����,動(dòng)模板拉板上形成壓塊凹槽���,壓塊可以在壓塊凹槽中移動(dòng)��。如圖6所示�,彈簧一端頂在動(dòng)模板上,另一端頂在動(dòng)模拉板上����。當(dāng)定模拉板勾住壓塊,帶動(dòng)動(dòng)模板移動(dòng)��,如圖7�、8所示,使動(dòng)模板與動(dòng)模座板分離�����,直至分開(kāi)距
10��、離為142mm(限位螺釘限位距離為145mm);然后����,動(dòng)模拉板與壓塊2個(gè)斜面開(kāi)始接觸�,動(dòng)模拉板沿斜面將壓塊壓入動(dòng)模板內(nèi)(壓塊底面開(kāi)有彈簧孔,壓塊與彈簧整體嵌入動(dòng)模板內(nèi)�,在彈簧作用下可以上下移動(dòng));最后,在注塑機(jī)開(kāi)模機(jī)構(gòu)的繼續(xù)運(yùn)動(dòng)過(guò)程中��,定模拉板繼續(xù)運(yùn)動(dòng)�,使動(dòng)模拉板、定模拉板完全分開(kāi),此時(shí)��,動(dòng)��、定模板也完全分離�����,動(dòng)模板兼具推板的作用����。此時(shí),動(dòng)��、定模板完全分開(kāi)�����,結(jié)合限位機(jī)構(gòu)����、尼龍開(kāi)閉器等,其運(yùn)動(dòng)結(jié)構(gòu)實(shí)現(xiàn)了模具的順利開(kāi)模�。依據(jù)冷卻水路設(shè)計(jì)原則,由于產(chǎn)品高度尺寸大����,故成型產(chǎn)品的型芯細(xì)而長(zhǎng)����,采用傳統(tǒng)的冷卻方式效果差���,且加工不便�。而采用水井式冷卻方式��,則較容易地解決了由于產(chǎn)品"瘦長(zhǎng)";采用常規(guī)冷卻方式����,而
11、導(dǎo)致冷卻不均的問(wèn)題[13-15]����。成型塑件內(nèi)壁的動(dòng)、定模型芯采用水井式結(jié)構(gòu)進(jìn)行冷卻����,為達(dá)到良好的冷卻效果�����,使塑件冷卻更均勻,動(dòng)���、定模鑲件材料采用熱傳導(dǎo)率高的鈹銅合金��。由于滑塊尺寸較大����,成型面積也較大�����,故需要對(duì)滑塊單獨(dú)進(jìn)行設(shè)置冷卻水路���。
3模具動(dòng)作原理
如圖10所示�����。開(kāi)模時(shí)��,模板���、動(dòng)模板先打開(kāi),動(dòng)模板和底板間由于尼龍棒的作用暫時(shí)關(guān)閉����。此時(shí)��,模板和底板開(kāi)始打開(kāi)��,澆注系統(tǒng)凝料從澆口套中脫出���,離開(kāi)定模,定模拉板勾住動(dòng)模壓塊�����。此時(shí)����,固定在定模板上的小拉板勾住動(dòng)模板上的壓塊,使動(dòng)模板和底板分離�,動(dòng)模板兼具推板的作用,將產(chǎn)品從動(dòng)模型芯上頂出��。動(dòng)模壓板壓動(dòng)模塊于動(dòng)模板內(nèi)�����。最后由固定在底板上的大拉板將壓塊壓入動(dòng)模板內(nèi)�����,定模板和動(dòng)模板繼續(xù)分離��,最終將產(chǎn)品(澆注系統(tǒng)凝料)頂出�。其完全開(kāi)模過(guò)程如圖11所示。
4結(jié)論
(1)模具需要2個(gè)分型面將塑件脫模�,利用拉板結(jié)構(gòu)和尼龍開(kāi)閉器共同控制,實(shí)現(xiàn)了順序開(kāi)模����、安全脫模。(2)模具不設(shè)頂出空間�,利用拉板脫模機(jī)構(gòu),實(shí)現(xiàn)開(kāi)模與頂出同時(shí)進(jìn)行��,大大地縮短了模具的開(kāi)模行程���,因此���,較小型的注射機(jī)具有節(jié)能節(jié)材的作用。(3)在動(dòng)模型芯上�����,加工1個(gè)寬度幾十微米的臺(tái)階,可以安裝金屬嵌件���,簡(jiǎn)單方便�。
 豆?jié){機(jī)過(guò)濾器注塑模具設(shè)計(jì)研究
豆?jié){機(jī)過(guò)濾器注塑模具設(shè)計(jì)研究