《杠桿的課程設(shè)計(jì)機(jī)械加工工藝過程卡片》由會(huì)員分享���,可在線閱讀�����,更多相關(guān)《杠桿的課程設(shè)計(jì)機(jī)械加工工藝過程卡片(10頁珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索���。
1、
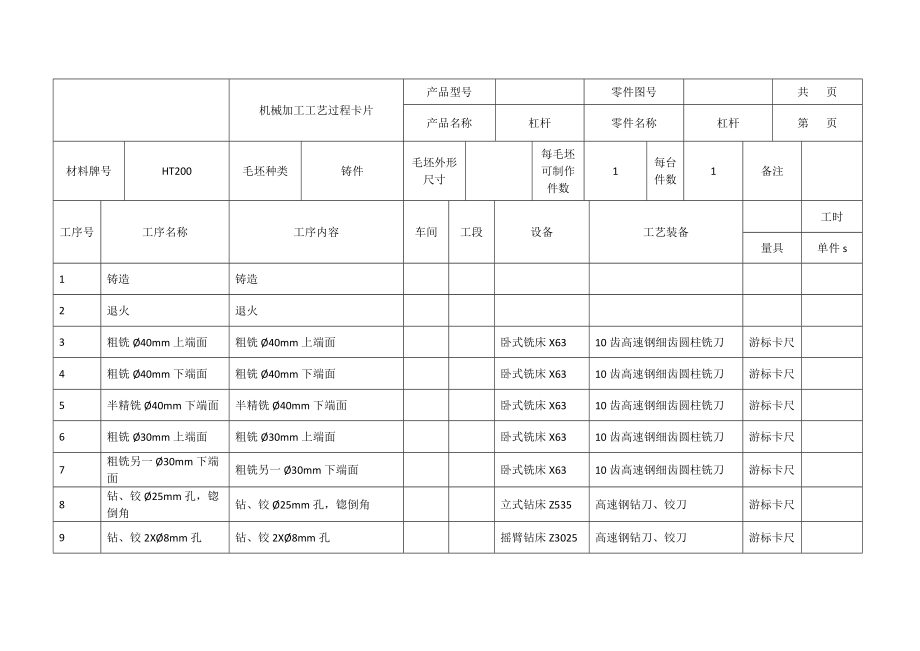
機(jī)械加工工藝過程卡片
產(chǎn)品型號(hào)
零件圖號(hào)
共 頁
產(chǎn)品名稱
杠桿
零件名稱
杠桿
第 頁
材料牌號(hào)
HT200
毛坯種類
鑄件
毛坯外形尺寸
每毛坯可制作件數(shù)
1
每臺(tái)件數(shù)
1
備注
工序號(hào)
工序名稱
工序內(nèi)容
車間
工段
設(shè)備
工藝裝備
工時(shí)
量具
單件s
1
鑄造
鑄造
2
退火
退火
3
粗銑40mm上端面
粗銑40mm上端面
臥式銑床X63
10齒高速鋼細(xì)齒圓柱銑刀
游標(biāo)卡尺
4
粗銑40mm下端面
粗銑
2��、40mm下端面
臥式銑床X63
10齒高速鋼細(xì)齒圓柱銑刀
游標(biāo)卡尺
5
半精銑40mm下端面
半精銑40mm下端面
臥式銑床X63
10齒高速鋼細(xì)齒圓柱銑刀
游標(biāo)卡尺
6
粗銑30mm上端面
粗銑30mm上端面
臥式銑床X63
10齒高速鋼細(xì)齒圓柱銑刀
游標(biāo)卡尺
7
粗銑另一30mm下端面
粗銑另一30mm下端面
臥式銑床X63
10齒高速鋼細(xì)齒圓柱銑刀
游標(biāo)卡尺
8
鉆��、鉸25mm孔�,锪倒角
鉆����、鉸25mm孔,锪倒角
立式鉆床Z535
高速鋼鉆刀�、鉸刀
游標(biāo)卡尺
9
鉆
3�、���、鉸2X8mm孔
鉆�、鉸2X8mm孔
搖臂鉆床Z3025
高速鋼鉆刀�����、鉸刀
游標(biāo)卡尺
10
鉆�����、鉸10mm孔
鉆����、鉸10mm孔
搖臂鉆床Z3025
高速鋼鉆刀、鉸刀
游標(biāo)卡尺
11
去毛刺
去毛刺
12
清洗
清洗
13
終檢
終檢
4����、
河北聯(lián)合大學(xué)
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
第1頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
3
粗銑40mm上端面
HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄鐵
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
臥式
5、銑床
X63
1
1
夾具編號(hào)
夾具名稱
切削液
乳化液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步號(hào)
工步內(nèi)容
工藝裝備
主軸轉(zhuǎn)速
r/min
切削速度
m/min
進(jìn)給量
mm/r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)min
機(jī) 動(dòng)
輔 助
1
粗銑40mm上端面
10齒高速鋼細(xì)齒圓柱銑刀
150
29.7
0.15
2
1
0.32
河北聯(lián)合大學(xué)
6���、
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
第2頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
1
6
粗銑30mm上端面
HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
臥式銑床
X63
1
1
夾具編號(hào)
夾具名稱
切削液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步號(hào)
工步內(nèi)容
工步裝備
主軸轉(zhuǎn)速
r/min
切削速度
m/min
進(jìn)給量
mm/
7��、r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)min
機(jī) 動(dòng)
輔 助
1
粗銑30mm上端面
10齒高速鋼細(xì)齒圓柱銑刀
150
29.7
0.15
2.5
1
0.33
河北聯(lián)合大學(xué)
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
第3頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
1
7
粗銑另一30mm下端面
HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件
8�、數(shù)
鑄件
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
臥式銑床
X63
1
1
夾具編號(hào)
夾具名稱
切削液
乳化液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步號(hào)
工步內(nèi)容
工步裝備
主軸轉(zhuǎn)速
r/min
切削速度
m/min
進(jìn)給量
mm/r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)min
機(jī) 動(dòng)
輔 助
1
粗銑另一30mm下端面
10齒高速鋼細(xì)齒圓柱銑刀
150
29.7
0.15
2.5
1
0.33
9、
河北聯(lián)合大學(xué)
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
第頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
1
4
粗銑40mm下端面
HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
臥式銑床
X63
1
1
夾具編號(hào)
夾具名稱
切削液
乳化液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步
10��、號(hào)
工步內(nèi)容
工步裝備
主軸轉(zhuǎn)速
r/min
切削速度
m/min
進(jìn)給量
mm/r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)min
機(jī) 動(dòng)
輔 助
1
粗銑40mm下端面
10齒高速鋼細(xì)齒圓柱銑刀
150
29.7
0.15
1
1
0.385
河北聯(lián)合大學(xué)
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
第頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
1
11��、5
半精銑40mm下端面
HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
臥式銑床
X63
1
1
夾具編號(hào)
夾具名稱
切削液
乳化液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步號(hào)
工步內(nèi)容
工步裝備
主軸轉(zhuǎn)速
r/min
切削速度
m/min
進(jìn)給量
mm/r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)min
機(jī) 動(dòng)
輔 助
1
半精銑40mm下端面
10齒高速鋼細(xì)齒圓柱銑刀
75
14.84
0
12��、.15
1
1
0.77
河北聯(lián)合大學(xué)
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
杠桿
第頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
2
8
鉆�����、鉸25mm孔���,锪倒角
HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
立式鉆床
Z535
1
夾具編號(hào)
夾具名稱
切削液
13�����、
乳化液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步號(hào)
工步內(nèi)容
工步裝備
主軸轉(zhuǎn)速
r/min
切削速度
m/min
進(jìn)給量
mm/r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)
機(jī) 動(dòng)
輔 助
1
鉆中心孔Φ23mm
高速鋼標(biāo)準(zhǔn)麻花鉆
275
19.87
0.25
1
1min
2
鉸中心孔到Φ25mm
Φ25mm專用鉸刀
195
15.21
1.22
1
0.47min
3
加工1x45雙面倒角
90锪鉆
195
1
14��、
河北聯(lián)合大學(xué)
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
杠桿
第頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
2
9
鉆�����、鉸2X8mm孔
HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
搖臂鉆床
Z3025
1
夾具編號(hào)
夾具名稱
切削液
乳化液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步號(hào)
工步內(nèi)容
工步裝備
主軸轉(zhuǎn)速
r/min
15、
切削速度
m/min
進(jìn)給量
mm/r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)
機(jī) 動(dòng)
輔 助
1
鉆2φ7.8mm的孔
高速鋼標(biāo)準(zhǔn)麻花鉆
1000
24.49
0.18
1
0.12
2
鉸2φ7.8mm孔到2φ8mm
錐餅機(jī)用鉸刀
200
5
1.3
1
0.23
河北聯(lián)合大學(xué)
機(jī)械加工工序卡片
產(chǎn)品名稱
杠桿
零件圖號(hào)
產(chǎn)品型號(hào)
零件名稱
杠桿
第頁
共頁
車間
工序號(hào)
工序名稱
材料牌號(hào)
2
10
鉆、鉸10mm孔
16��、HT200
毛坯種類
毛坯外形
每毛坯可制件數(shù)
每臺(tái)件數(shù)
鑄件
1
1
設(shè)備名稱
設(shè)備編號(hào)
設(shè)備序號(hào)
同時(shí)加工件數(shù)
搖臂鉆床
Z3025
1
夾具編號(hào)
夾具名稱
切削液
乳化液
工位器具編號(hào)
工位器具名稱
工序工時(shí)
準(zhǔn) 終
單 件
工步號(hào)
工步內(nèi)容
工步裝備
主軸轉(zhuǎn)速
r/min
切削速度
m/min
進(jìn)給量
mm/r
背吃刀量
mm
進(jìn)給次數(shù)
工步工時(shí)
機(jī) 動(dòng)
輔 助
1
鉆φ9.8mm的孔
高速鋼標(biāo)準(zhǔn)麻花鉆
630
19.39
0.23
1
0.22
2
鉸φ9.8mm到φ10mm
錐餅機(jī)用鉸刀
200
6.2
1.3
1
0.29
 杠桿的課程設(shè)計(jì)機(jī)械加工工藝過程卡片
杠桿的課程設(shè)計(jì)機(jī)械加工工藝過程卡片