《制動(dòng)盤(pán)鑄造工藝設(shè)計(jì)》由會(huì)員分享���,可在線(xiàn)閱讀���,更多相關(guān)《制動(dòng)盤(pán)鑄造工藝設(shè)計(jì)(24頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1���、1. 結(jié)合所學(xué)知識(shí)���,查找相應(yīng)資料���,對(duì)所給零件或鑄件原鑄 造工藝進(jìn)行分析(工藝圖設(shè)計(jì),參數(shù)選取���,砂芯設(shè)計(jì)���, 冒口設(shè)計(jì),模板設(shè)計(jì)等)談?wù)勀愕捏w會(huì)���,及對(duì)教材���、課 堂教學(xué)的建議。
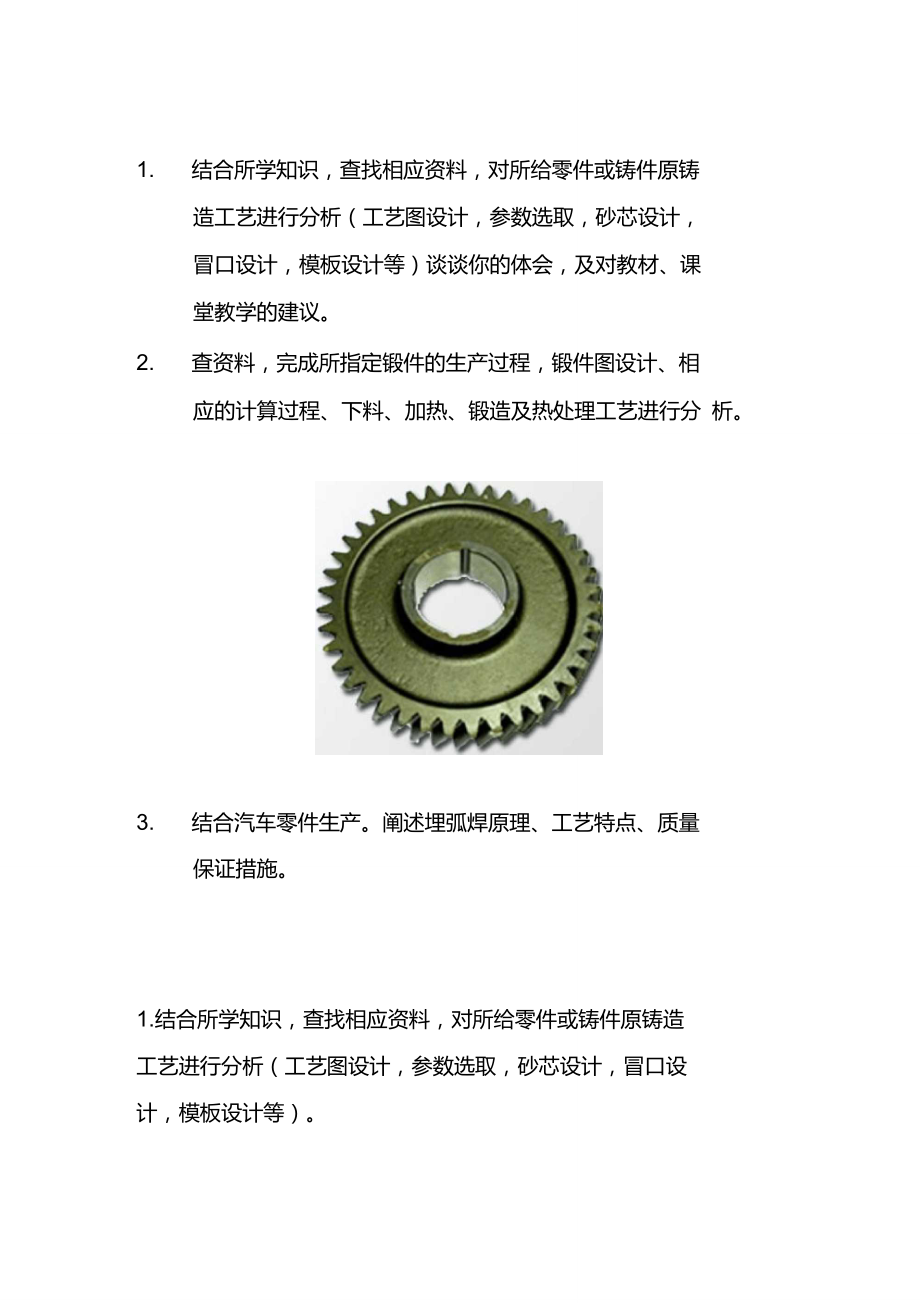
2. 查資料���,完成所指定鍛件的生產(chǎn)過(guò)程���,鍛件圖設(shè)計(jì)、相 應(yīng)的計(jì)算過(guò)程���、下料���、加熱、鍛造及熱處理工藝進(jìn)行分 析���。
3. 結(jié)合汽車(chē)零件生產(chǎn)���。闡述埋弧焊原理、工藝特點(diǎn)���、質(zhì)量 保證措施���。
1.結(jié)合所學(xué)知識(shí),查找相應(yīng)資料���,對(duì)所給零件或鑄件原鑄造 工藝進(jìn)行分析(工藝圖設(shè)計(jì)���,參數(shù)選取,砂芯設(shè)計(jì)���,冒口設(shè) 計(jì)���,模板設(shè)計(jì)等)���。
1.1制動(dòng)盤(pán)鑄造要求及現(xiàn)狀
一、 生產(chǎn)技術(shù)狀況:制動(dòng)盤(pán)種類(lèi)繁多���,特點(diǎn)是壁薄���,盤(pán)片及中心處由砂芯 形成
2、���。不同種類(lèi)制動(dòng)盤(pán)���,在盤(pán)徑、盤(pán)片厚度及兩片間隙尺寸上存在差異���,盤(pán)轂的 厚度和高度也各不相同���。單層盤(pán)片的制動(dòng)盤(pán)結(jié)構(gòu)比較簡(jiǎn)單。鑄件重量多為
6-18kg���。
二���、 技術(shù)要求:鑄件外輪廓全部加工���,精加工后不得有任何縮松���、氣孔���、 砂眼等鑄造缺陷。金相組織為中等片狀型���,石墨型���,組織均勻,斷面敏感性?��。ㄌ?別是硬度差?��。?
三���、 力學(xué)性能:(T b >250MPa , HB180?240,相當(dāng)于國(guó)際HT250牌號(hào)���。
四���、 有些外商對(duì)鑄件的化學(xué)成分也作要求,本設(shè)計(jì)不作詳細(xì)介紹���。
1.2設(shè)計(jì)內(nèi)容
用金屬型覆砂技術(shù)克服上述局限性���, 解決當(dāng)前所遇到的鑄造問(wèn)題,保證工藝 出品率���。即在金屬型與鑄件外形間覆薄砂
3���、層, 形成砂型膠���。優(yōu)點(diǎn)是同時(shí)具備金屬 型和砂型鑄造的特點(diǎn)���,金屬型與熔體不直接接觸,冷卻速度和金相組織易于控制���, 同時(shí)提高金屬型壽命���,鑄件形狀可較復(fù)雜���。鑄件可保證致密無(wú)氣孔、縮孔���、縮松 等缺陷���,工藝出口率咼���。
2.1設(shè)計(jì)任務(wù)要求
名稱(chēng):制動(dòng)盤(pán)
材料:HT220
類(lèi)型:成批生產(chǎn)
本鑄件屬于盤(pán)狀薄壁件���,盤(pán)面上的風(fēng)道利于空氣對(duì)流,達(dá)到散熱的目的���。如 下圖所示���。采用金屬型覆砂工藝,需考慮金屬型材料及芯砂材料���。
2.2金屬型材料選擇
根據(jù)以往金屬型設(shè)計(jì)經(jīng)驗(yàn)���,選擇常用的 HT200作為金屬型材料���,參數(shù)如下:
牌號(hào):HT200
標(biāo)準(zhǔn):GB 9439-88
特性:珠光體類(lèi)型的灰鑄鐵。其強(qiáng)度���、
4���、耐磨性、耐熱性均較好���,減振性良好, 鑄造性能較優(yōu)���,需進(jìn)行人工時(shí)效處理,其原理是把鑄件重新加熱到 530-620 C, 目的在于消除鑄件內(nèi)應(yīng)力���,減少變形���、開(kāi)裂的缺陷。
化學(xué)成分:碳 C : 3.16?3.30
硅 Si : 1.79 ?1.93
錳 Mn: 0.89 ?1.04
硫 S : 0.094 ?0.125
磷 P : 0.120 ?0.170
力學(xué)性能:
抗拉強(qiáng)度 (T b (MPa): 200
硬度:(rh=1 時(shí))209HB
試樣尺寸:試棒直徑:30mm 金相組織:片狀石墨+珠光體
2.3鐵型覆砂工藝介紹
覆膜砂:在造型���、制芯前砂粒表面上已覆蓋有一層固態(tài)樹(shù)
5���、脂膜的型砂���、 芯砂 稱(chēng)為覆膜砂。他是最早的一種熱固性樹(shù)脂砂���,由德國(guó)克羅寧博士于1944年發(fā)明���。 其基本工藝過(guò)程是利用射芯在加熱的鐵型上填上一層覆膜砂, 以形成精密的型腔 來(lái)生產(chǎn)鑄件���。本設(shè)計(jì)覆膜砂厚度為 5mm
覆膜砂基本配比
成分
配比
說(shuō)明
原砂
100
擦洗砂
酚醛樹(shù)脂
1.0 ?3.0
占原砂重
烏洛托品(水溶液1:1 )
10 ?15
占樹(shù)脂重
硬脂酸鈣
5?7
占樹(shù)脂重
添加劑
0.1 ?0.5
占原砂重
2.4芯砂選擇
造型材料性能的基本要求:
1、 具有一定強(qiáng)度���,保證在合型���、搬運(yùn)和澆注過(guò)程中不變形、不損壞
2���、 良好的透氣性���。
6���、3、 對(duì)鑄件收縮的可退讓性���。
4���、 一定的耐火度和化學(xué)穩(wěn)定性。
樹(shù)脂自硬砂是指原砂(或再生砂)以合成樹(shù)脂為粘結(jié)劑���,在相應(yīng)的固化劑作 用下���,在室溫下自行硬化成形的一類(lèi)芯砂,其基本特點(diǎn)是:
1) 型砂加熱無(wú)需加熱烘干���,更節(jié)省資源���,同時(shí)可以采用木質(zhì)或塑料芯盒和 模板。
2) 鑄件質(zhì)量高���,鑄鐵件的尺寸精度可達(dá) CT8-CT10鑄鐵件的表面粗糙度 為Ra=25?50卩m 比粘土砂���、水玻璃砂好���。
3) 型砂容易緊實(shí),易潰散���,好清理���,舊砂容易再生回用,因而大大減輕勞 動(dòng)強(qiáng)度���,改善車(chē)間勞動(dòng)環(huán)境���,使單間小批量生產(chǎn)實(shí)現(xiàn)機(jī)械化。
4) 樹(shù)脂價(jià)格較高���,同時(shí)要求使用優(yōu)質(zhì)原砂,因而型砂成本比粘土砂水玻璃 砂高
7���、���。
5) 混砂、造型���、澆注時(shí)���,有刺激性的氣味���,應(yīng)注意勞動(dòng)保護(hù)。
樹(shù)脂自硬砂用原砂的技術(shù)指標(biāo)(%
指標(biāo) 原砂\
粒度
級(jí)別
SiO2
含泥量
含水量
微粉量
酸耗
值
灼減
石英砂
30 (40/70 )
> 90
V 0.2
V 0.1 ?0.2
V 0.5 ?1
V 5
V 0.5
樹(shù)脂自硬砂配比
項(xiàng)7例構(gòu)成
砂子100%
占砂子的百分比
占樹(shù)脂的百分比
型砂組分
新砂
再生砂
樹(shù)脂
固化劑
加入量(%
10
90
0.8 ?1.5
30 ?50
再生砂的質(zhì)量指標(biāo)
灼減量
酸耗值
PH值
0.07
8���、5篩?
底盤(pán)
含水量
含氮量
(% V
(mL)V
V
底盤(pán)(% V
(% V
(% V
(% V
�
2.0
2.0
5
1.0
0.2
0.2
0.1
6)砂芯如下圖:
圖2.3砂芯結(jié)構(gòu)尺寸示意圖
3.1零件結(jié)構(gòu)的鑄造工藝性分析
制動(dòng)盤(pán)產(chǎn)品圖
(1) 產(chǎn)品質(zhì)量要求較高���,不僅需要較高的精度,還要有足夠的強(qiáng)度���、硬度���, 尤其是上、下制動(dòng)盤(pán)面不允許出現(xiàn)任何鑄造缺陷���,更不允許使用焊補(bǔ)等方法進(jìn) 行修復(fù)���。
(2) 產(chǎn)品表面積相對(duì)較大,且結(jié)構(gòu)造成的鑄造熱節(jié),容易形成縮孔���、縮松缺 陷���。
(3) 產(chǎn)品平面較大且較厚,在保證有足夠的強(qiáng)度���、
9���、硬度等性能外,還要防止 氣孔���、縮松���、夾渣等鑄造缺陷的產(chǎn)生。
3.1.1鑄造工藝分析
覆砂金屬型鑄造工藝是一種新型的鑄造方法���,它是在粗成形的金屬型(鐵型) 內(nèi)腔上覆上一層5?8mm的覆砂層而形成鑄型的一種先進(jìn)鑄造工藝���。 該工藝克
服了金屬型鑄造無(wú)退讓性的缺點(diǎn)���,使冷卻條件得到很好的改善���;該工藝不僅提 高了鑄件的成品率和工藝出品率���,對(duì)鑄件的表面質(zhì)量和力學(xué)性能也有了很大的
3.1.2實(shí)際生產(chǎn)工藝�
大批量生產(chǎn)中的鐵型覆砂鑄造,其覆砂造型方法如圖3所示���。覆砂造型是鐵 型背面的一組射砂孔���,經(jīng)鐵型和模樣合模后形成的間隙(縫隙寬度等于覆砂層厚 度)射入流動(dòng)性較好的型砂,再經(jīng)固化���,起模后即形成鐵型覆砂
10���、的鑄型(即覆砂 鐵型)。一般鐵型覆砂鑄造的生產(chǎn)流程如圖 4所示���。
射砂頭
別板
圖3機(jī)械造型
蒔割清理k- <
Qi com co
mUiIUv v
圖4鐵型覆砂鑄造鑄造生產(chǎn)流程圖
3.1.3擬定鑄造工藝
從鑄件凝固技術(shù)的角度看���,水平造型生產(chǎn)盤(pán)類(lèi)鑄件較垂直造型更易獲得致密 無(wú)缺陷的優(yōu)質(zhì)鑄件。制動(dòng)盤(pán)是一種徑向尺寸大于縱向高度的均勻盤(pán)類(lèi)鑄件���, 采用
水平造型分型面處于水平方向���,分型面設(shè)置在剎車(chē)面處���,即產(chǎn)品的徑向處于水平 位置,而鑄件其他部位大部分處在下型腔���,在此處設(shè)置澆注系統(tǒng)向型腔填充鐵液���, 澆注完成后,鑄件上部鐵液溫度高于下部溫度���, 符合鑄件凝固從下到上���,從外到 中心
11、的凝固順序���,澆注系統(tǒng)能夠形成對(duì)
鑄件最后凝固部位液體收縮的補(bǔ)給���, 有利于消除鑄件的縮松缺陷,提高了鑄 件的致密度���。同時(shí)���,采用水平造型,順應(yīng)了制動(dòng)盤(pán)這種鑄件徑向尺寸大���,縱向高 度小的特點(diǎn)���,在同樣澆注溫度下,易使鐵液中的氣體夾雜物和由澆注系統(tǒng)卷入型 腔的氣體渣子���,在鑄件凝固前向上漂浮到鑄件的頂部���, 通過(guò)設(shè)計(jì)鑄件頂部稍大的 加工余量加工掉,減少?gòu)U品的產(chǎn)生���。故本設(shè)計(jì)采用水平分型如下圖:
圖1盤(pán)類(lèi)剎舉片鑄造工藝示意圖 吒孔2.持氣片3?出氣孔4花盤(pán)芯子
「壓邊澆冒口 6■宜澆道7■放餐過(guò)濾網(wǎng)■鑄件
3.2鑄造工藝參數(shù)
鑄造工藝參數(shù)包括以下幾點(diǎn):
1. 查表可知���,尺寸公差為 CT1Q鑄
12、件機(jī)械加工余量為5.0mm (2—4)
2. 最小鑄出孔直徑15?30mm(表2—5)
3. 起模斜度:外表面1.5%���,內(nèi)表面8%
4. 鑄造圓角R5mm
5. 鑄造收縮率1.0%
6 .最小鑄出槽尺寸 b=20mm t=10mm
3.3澆注系統(tǒng)設(shè)計(jì)
本設(shè)計(jì)采用頂注式澆注系統(tǒng)���,有利于薄壁鑄件的充型���。
331澆注系統(tǒng)計(jì)算
選擇封閉式澆注系統(tǒng),設(shè) A1���、A2���、A3為直澆道、橫澆道���、內(nèi)澆道總截面積���,系
統(tǒng)組元截面比為:A1: A2: A3=1.15:1.1:1
(;
式中 F阻——澆注系統(tǒng)中的最小斷面總面積(cm3)���; G-—流經(jīng)F阻斷面的金屬液總���、重量(\)
13、���; K——總流量損耗系數(shù)���; t—澆注時(shí)間(J ���; // r 平均靜壓力頭(cur)
查表得:
G=mg=2!0 9.8=196N
(1 =0.6
t = s} ZTJ
式中 6——型內(nèi)金屬液的總質(zhì)(重量)(");
5t——系數(shù)���,取決于鑄件壁厚,可由表7-2-3查出���。
S =1.85
t=26s
查表得采用頂部注入�
H=H, p=o則 H=l00mm 綜上所得:F阻=8cm
F 直=8.4cm2
查表得內(nèi)澆道總斷面積1.6cm2
直澆口棒D=35mm
035
內(nèi)澆道 A=14mm B=12mm C=6mm
3.3.2實(shí)用冒口設(shè)計(jì)
鑄件在
14���、凝固后期有“奧氏體+石墨”的共晶轉(zhuǎn)變,析出石墨并發(fā)生體積膨脹,�從而可部分或全部地抵消凝固前期所發(fā)生的體積收縮���,即具備有“自補(bǔ)縮的能 力”因此���,在鑄型剛性足夠大時(shí),逐漸可以不設(shè)冒口或采用較小的冒口進(jìn)行補(bǔ) 縮���。
求鑄件模數(shù)M=
D=10mmc=6mm b=53mm 求得 M=0.44cm
由于此灰鑄鐵件模數(shù)小于0.75cm���,適宜采用澆注系統(tǒng)當(dāng)冒口���。故不單設(shè)冒口。
4.1金屬模樣的結(jié)構(gòu)設(shè)計(jì)
由于采用大批量生產(chǎn)���,選擇金屬模樣���,工具各金屬模樣材料的性能和應(yīng)用范 圍,選擇灰鑄鐵為模樣的材料���,牌號(hào)為 HT150.
下模樣的結(jié)構(gòu)簡(jiǎn)單���,主要由幾個(gè)圓形凸臺(tái)形成,由于模樣整體高度不打���,采 用實(shí)心模樣���。
15、模樣最大平面邊緣由芯頭形成了寬 25���、高15.5的延伸凸臺(tái)剛好可 以用來(lái)固定模樣���。一個(gè)模樣使用4個(gè)沉頭圓柱螺釘固定���,螺釘穿過(guò)模樣裝配在模 板上,對(duì)錯(cuò)分布���,螺釘尺寸為 M1Q此外���,使用兩個(gè)定位銷(xiāo)定位,也是穿過(guò)模樣 裝配在模底板上���,定位銷(xiāo)尺寸d(定位銷(xiāo)直徑)為10cm下模樣如下圖
設(shè)計(jì)原則是在滿(mǎn)足鑄造工藝、保證鑄件質(zhì)量的前提下���,是模樣的結(jié)構(gòu)便于加 工制造���。
模樣在模底板上的裝配偏差:?jiǎn)蚊婺觲 0.7mm內(nèi)澆道模尺寸偏差,有箱 造型為土 0.3mm 其余部分為土 0.7mm
4.2模板和模板框設(shè)計(jì)�
8.模板的設(shè)計(jì)
該鑄件屬于成批大量的生產(chǎn)小件���,選用 HT250做模板材料���,采用普通單
16、面頂箱式 模板���。采用水平分型自動(dòng)生產(chǎn)線(xiàn)的模板底板尺寸結(jié)構(gòu)���,采用的模板基本尺寸為 1200mmx690mm砂箱內(nèi)框尺寸920mmx610mmx250rnm箱放置3件���,模樣對(duì)稱(chēng)分布 在下模板上,同時(shí)直澆道相連的一段橫澆道布置在下模板���, 其余澆注系統(tǒng)以及冒 口等布置在上模板上���,澆注系統(tǒng)與模底板的固定,采用六角螺釘和沉頭螺釘固定���。
上模板二維及三維圖
下模板二維及三維圖
由于在射砂過(guò)程中���,需要一定溫度,故模板上要設(shè)置管狀加熱元件���。 采用水 平分型的單面快換模板���。為了簡(jiǎn)化工藝,采用直接定位法即模板直接與砂箱定位。 如下圖所示���,分別為上加熱模板和下加熱模板���,定位采用雙頭螺釘。
17���、2查資料���,完成所指定鍛件的生產(chǎn)過(guò)程,鍛件圖設(shè)計(jì)���、相應(yīng) 的計(jì)算過(guò)程、下料���、加熱���、鍛造及熱處理工藝進(jìn)行分析。
技術(shù)妾求
L收編率L 5喘
2. 全部模做熱度5-
齒輪熱鍛件圖
一���、 任務(wù)介紹
鍛造的目的是使坯料成形及控制其內(nèi)部組織性能達(dá)到所需的幾何形狀���, 尺寸
以及品質(zhì)的鍛件���。鍛造的基本工藝有自由鍛、模鍛���、板料沖壓等���,其中自由鍛和 模鍛是熱塑性成型,而板料沖壓是冷塑性成形���,兩者的基本原理相同���。
齒輪是現(xiàn)代工業(yè)大量使用的零件,本文就是討論齒輪的自由鍛生產(chǎn)���。自由 鍛能進(jìn)行的工序很多���,可分
18、為基本工序���、輔助工序���、及精整工序三大類(lèi)���。它的基 本工序是使金屬產(chǎn)生一定程度的塑性變形以達(dá)到所需的形狀和尺寸的工藝過(guò)程, 如鐓粗���,拔長(zhǎng)���、沖孔、彎曲���、切割���、扭轉(zhuǎn)及錯(cuò)移等工序。
二���、 總體設(shè)計(jì)方案
1?繪制鍛件圖
根據(jù)零件圖的基本圖樣,結(jié)合自由鍛工藝特點(diǎn)考慮余塊���、鍛件余量和鍛造公 差等因素繪制而成���。
2. 計(jì)算坯料質(zhì)量及尺寸
(1) 坯料質(zhì)量的計(jì)算
根據(jù)鍛件的形狀和尺寸,可先計(jì)算鍛件的質(zhì)量,再考慮加熱時(shí)的氧化損失���, 沖孔時(shí)沖掉的芯料以及切頭的損失���, 可先計(jì)算鍛件所用的坯料的質(zhì)量,其計(jì)算公 式為
m坯=m鍛+m燒+m頭+m芯
(2) 坯料尺寸確定
皮料尺寸與所用第一個(gè)基本工序有關(guān)���,由
19���、于齒輪是餅塊類(lèi)或空心類(lèi)鍛件,用 鐓粗工序鍛造時(shí)���,為了避免鐓彎���,應(yīng)使坯料高度h不超過(guò)直徑D的2.5倍,即坯 料高徑比h/D不超過(guò)2.5���。為了在截料時(shí)便于操作���,毛坯高度h不僅應(yīng)小于2.5D, 即高徑比還應(yīng)大于1.25即
1.25D 豈 h < 2.5D
圓料直徑 D 一 0.83 V坯dm。
3. 選擇鍛造工序
齒輪的鍛造���,根據(jù)其橫向尺寸大于或近于高度的特點(diǎn)一般以鐓粗為主���, 當(dāng)鍛
件有凸肩時(shí)���,可按凸肩尺寸選墊環(huán)鐓粗促或局部鐓粗���。 若鍛件孔需沖出還需采取
沖孔���。
4. 選定鍛造設(shè)備
選定鍛造設(shè)備的依據(jù)是鍛件材料���、尺寸和質(zhì)量,同時(shí)還要適當(dāng)考慮車(chē)間現(xiàn)有 設(shè)備條件���。若設(shè)備噸位太小���,鍛件內(nèi)部
20、鍛不透���,生產(chǎn)率也低,反則造成設(shè)備和動(dòng) 力的浪費(fèi)���,且操作不便也不安全���,通常按經(jīng)驗(yàn)類(lèi)比法或查表法等確定���。
(1) 經(jīng)驗(yàn)類(lèi)比法
鍛錘噸位可按經(jīng)驗(yàn)公式計(jì)算:
鐓粗時(shí)鍛錘的噸位 G=(0.002-0.0003)KS(kg)
(2) 查表選定法
對(duì)于低碳鋼、中碳鋼和普通低合金鋼的自由鍛可查表選定噸位���。
5. 確定鍛造溫度及規(guī)范
(1)確定鍛造溫度范圍
各類(lèi)合金鋼的鍛造溫度范圍可以從表中查出���, 基本的原則是確保鋼在鍛造溫 度范圍內(nèi)具有良好的塑性和較低的變形抗力, 能夠鍛造出優(yōu)質(zhì)鍛件���,且較寬的鍛 造溫度范圍和較少的加熱次數(shù)���,以及較高的生產(chǎn)率。
⑵確定加熱及冷卻范圍
對(duì)于導(dǎo)熱性好���,直徑小于1
21���、50~200mm的碳素結(jié)構(gòu)鋼小件,采用一段加熱規(guī) 范���,一般高溫裝爐���,爐溫控制在 1300C~1350C���。當(dāng)坯料加熱至始鍛溫度后,立 即出爐鍛造���。
(3) 確定冷卻方法及規(guī)范
根據(jù)要求選擇空冷���、坑冷或爐冷。中小型碳鋼和低合金鋼鍛后均采取冷卻速 度較快的空冷方法���。碳素工具鋼���、合金工具鋼及軸承鋼,鍛后先空冷鼓風(fēng)或噴霧 等快速冷到200C���,然后把鍛件放入坑中或爐中緩冷���。
三、具體的設(shè)計(jì)方法與步驟
1. 繪制零件圖
該零件材料為40Cr,生產(chǎn)批量小���,采取自由鍛鍛造齒輪坯���。
齒輪上的齒形,圓周小凹槽���,凸肩以及 80 30mm通孔等部分���,采用自由 鍛方法很難成形這些部位,因此考慮到技術(shù)上的可行性
22���、和經(jīng)濟(jì)性���,決定不與鍛出, 并采用附加余塊簡(jiǎn)化鍛件外形���,以利于鍛造���。鍛造出齒輪坯后可以進(jìn)一步進(jìn)行切 削加工,最后成形���。
根據(jù)零件圖的尺寸規(guī)格���,對(duì)照表所列中零件的高度和直徑范圍���, 可以查出齒 輪鍛件加工余量和公差。D=289, h=52���,查得的加工余量及公差為鍛件水平方向 a=10���,鍛件高度方向b=93,內(nèi)孔的雙邊c=13���,然后按查得的公差數(shù)值���, 便可繪出凸肩齒輪的鍛件圖。鍛件圖另行給出���。
2. 確定變形工藝
凸肩形齒輪鍛件屬于空心零件���,根據(jù)鍛件形狀尺寸,確定在鍛錘上進(jìn)行鍛造���, 且主要變形工藝為鐓粗���、沖孔���、沖頭擴(kuò)孔等工序,同時(shí)根據(jù)鍛件上的凸肩形狀確 定采用墊環(huán)輔助局部鐓粗成型���。
目前這類(lèi)短
23、劍一般采用局部鐓粗���,而鐓擠成形則適于直徑和高度均較小的 凸肩鍛件���。由于齒輪內(nèi)徑較大,因此確定采用沖頭擴(kuò)孔���,但考慮到?jīng)_孔擴(kuò)孔時(shí)金 屬將會(huì)沿著徑向流動(dòng)���,并沿著凸肩高度方向產(chǎn)生拉縮現(xiàn)象,因此墊環(huán)鐓粗后的外 徑尺寸應(yīng)比鍛件外徑小些���,且凸肩高度應(yīng)比鍛件凸肩大些���。
⑴鐓粗
由于鍛件帶有單面凸肩���,需采用墊環(huán)鐓粗,這里要確定墊環(huán)尺寸���。
墊環(huán)孔腔體積V墊應(yīng)比鍛件凸肩體積 V肩大10%—15% (厚壁取小值���,薄壁 取大值),本例取12%���,經(jīng)計(jì)算V肩=753253mm3���。則
V 墊=(1 + 12%)V 肩=1.12 >753253=843643 mm?
考慮到?jīng)_孔是會(huì)產(chǎn)生拉縮,墊環(huán)高度H墊應(yīng)比凸肩增大1
24���、5%— 30% (厚壁取 小值���,薄壁取大值),本例取20%���。
H 墊=1.2H 肩=1.2 >4=40.8(mm)取 40mm���。
墊環(huán)內(nèi)徑d墊可根據(jù)體積不便求得���,即
]V墊
d墊=1.13 J 化 164mm
墊 ;H墊
墊環(huán)內(nèi)壁應(yīng)有斜度7度���,上端孔徑定為163mm���,下端孔徑定為154mm。為 了除去氧化皮在墊環(huán)鐓粗之前應(yīng)進(jìn)行平砧鐓粗���, 工藝過(guò)程如圖。平砧鐓粗后坯料
的直徑應(yīng)略小于墊環(huán)內(nèi)徑���,經(jīng)墊環(huán)鐓粗后上端法蘭部分直徑應(yīng)小于鍛件最大直 徑���。
⑵沖孔
沖孔應(yīng)使沖孔芯料損失小,同時(shí)擴(kuò)孔次數(shù)不能太多���,沖孔直徑 d沖應(yīng)小于或
等于 D/3 即 d 沖O/3=213/3=71mm,實(shí)
25���、際選用 d=60mm。
⑶擴(kuò)孔
總擴(kuò)孔量為鍛件孔徑減去沖孔直徑,即(131-60)=71mm, 一般每次擴(kuò)孔量為 25~30mm���,分配各次擴(kuò)孔量為 21mm���、25mm、25mm���。
(4) 修整鍛件 按鍛件圖進(jìn)行修整���。
3. 計(jì)算坯料質(zhì)量和尺寸
坯料質(zhì)量等于鍛件質(zhì)量加上芯料質(zhì)量和燒損質(zhì)量,鍛件質(zhì)量按公式計(jì)算為
m 鍛二V 鍛尸 n4(32>0.27+2.1 平 X).34+1.322X).61) 78=17.8kg 沖孔芯料的質(zhì)量(取d=60mm, H=65mm)為
m 芯=(1.18~1.57)d2XH=0.3kg
坯料的煤氣爐加熱的燒損率 *2%���,考慮到該鍛件需要經(jīng)過(guò)2~3次
26���、擴(kuò)孔,而 至少需要加熱2次���,因此應(yīng)取單火燒損率的上限再加上適當(dāng)?shù)臒龘p值���,即為 8=0.035,所以坯料的燒損質(zhì)量為
m 燒=17.8 >.035kg=0.6kg
所以坯料的質(zhì)量為
m 坯=m 鍛+m 燒+m 頭+m 芯=18.7kg
計(jì)算坯料的直徑時(shí),由于采用鐓粗成形���,可按下式計(jì)算:
D = 0.9VV^ = 0.9(牛=O.9〈^18|dm = 1.2dm = 120mm
查表可知標(biāo)準(zhǔn)熱軋圓鋼直徑���,確定選取坯料直徑 D=120mm���。
坯料長(zhǎng)度為
,V 坯 2.38 106
L mm = 210mm
S 坯 一 1202
4
從而確定坯料尺寸為 120X210mm。
27���、4. 選定設(shè)備及規(guī)范
該鍛件類(lèi)型屬于圓環(huán)���,D=289,H=52���,查表可知應(yīng)選用5kN的自由鍛錘���。
40Cr屬于合金結(jié)構(gòu)鋼���,查表可知始鍛溫度為1200C,終鍛溫度為800C���。因?yàn)樵?鍛件是直徑為200~350mm的碳素結(jié)構(gòu)鋼中型件,采用煤氣爐三段式加熱規(guī)范���, 裝料爐溫為1150C ~1200C,保溫時(shí)間約為總加熱時(shí)間(1h~100min)的5%~10%���, 這里保溫為15min���,再以最大加熱速度加熱至1200C以后,再次保溫均熱約為 15min后開(kāi)始鍛造���。
冷卻方法:以為該鍛件是中小型低合金結(jié)構(gòu)鋼���,可以采取空冷的冷卻方式。
四���、工藝流程(工藝卡)
1. 下料
坯料質(zhì)量與尺寸可由鍛件圖算
28���、出,為 ①120x210mm
鐓粗 墊環(huán)局部鐓粗 H墊=40mm d墊=164mm
2. 沖孔
D沖=60mm沖頭擴(kuò)孔���,分三次擴(kuò)孔���,每次擴(kuò)孔量為 21mm、25mm���、25mm
修整 按鍛件圖進(jìn)行修整
3. 車(chē)削加工
退火后鉆孔���,大齒輪滾齒���,小齒輪插齒
4. 最終熱處理
齒面高頻淬火
鍛件名稱(chēng)
齒輪
(鍛件圖另行給出)
鍛件材料
40Cr
坯料質(zhì)量
18.7kg
坯料尺寸
120>210mm
鍛造設(shè)備
0.5t自由鍛錘
火次
操作工序
工序簡(jiǎn)圖
備注
1
下料
坯料質(zhì)量與尺寸可 由鍛件圖算出,為
120>210mm
鐓粗
29���、
墊環(huán)局部
鐓粗
0珈
0151
H 墊=40mm, d 墊=164mm
沖孔
d 沖=60mm
沖頭擴(kuò)孔
分三次擴(kuò)孔���,每次擴(kuò)
孔量為21mm、 25mm���、25mm
2
3���、結(jié)合汽車(chē)零件生產(chǎn)。闡述埋弧焊原理���、工藝特點(diǎn)、質(zhì)量
保證措施���。
埋弧焊(含埋弧堆焊及電渣堆焊等)是利用焊劑層下燃燒的電弧的熱量熔 化焊絲���,焊劑和母材而形成焊縫的一種電弧焊焊接方法���。其固有的焊接質(zhì)量穩(wěn)定、 焊接生產(chǎn)率高���、無(wú)弧光及煙塵很少等優(yōu)點(diǎn)���,使其成為壓力容器、管段制造���、箱型 梁柱等重要鋼結(jié)構(gòu)制作中的主要焊接方法���。近年來(lái),雖然先后出現(xiàn)了許多種高效���、 優(yōu)質(zhì)的新焊接方法���,但埋弧焊的應(yīng)用領(lǐng)
30、域依然未受任何影響���。
生產(chǎn)中普遍應(yīng)用埋弧自動(dòng)焊���,它的全部焊接操作包括引燃焊絲���, 焊絲送進(jìn),電 弧移動(dòng)���,焊縫收尾等均有機(jī)器控制���,方便快捷。
1���、埋弧焊原理
埋弧焊焊縫形成過(guò)程如圖:焊絲末端與焊件之間產(chǎn)生電弧后���,電弧的熱量使焊 絲,焊劑和焊件熔化���,有一部分甚至蒸發(fā)���。金屬與焊劑的蒸發(fā)氣體形成一個(gè)包圍 電弧與熔池金屬的密閉空間,使電弧與熔池與外界空氣隔離���。隨著電弧向前移動(dòng)���, 電弧不斷熔化前方的焊件,焊絲和焊劑���,而熔池的后部邊緣開(kāi)始冷凝形成焊縫���。 密度較小的熔渣浮在熔池表面,冷卻形成渣殼���。�
B >6埋鄭爆時(shí)煖繼的購(gòu)成過(guò)程
I- 0^1 2—電飆X護(hù)-熔灌金屬"r-isg
5-蟲(chóng)捌「6
31���、- WJ t 7-^14; 8-淹瓷
埋弧焊時(shí)���,焊絲連續(xù)不斷地送進(jìn)���,同時(shí)其端部在電弧熱作用下不斷熔化, 焊絲 送進(jìn)速度和熔化速度相互平衡���,以保持焊接過(guò)程的穩(wěn)定進(jìn)行���。依據(jù)應(yīng)用不同���,焊 絲有單絲、雙絲和多絲���,有的應(yīng)用中還以藥芯焊絲代替裸焊絲���, 或用鋼帶代替焊 絲。
2���、埋弧焊的主要特點(diǎn)
埋弧焊是當(dāng)今生產(chǎn)效率較高的機(jī)械化焊接方法之一���, 它的全稱(chēng)是埋弧自動(dòng)焊
又稱(chēng)焊劑層下自動(dòng)電弧焊。
優(yōu)點(diǎn):
生產(chǎn)效率高
這是因?yàn)?��,一方面焊絲導(dǎo)電長(zhǎng)度縮短���,電流和電流密度提高,因 此電弧的 溶深和焊絲溶敷效率都大大提高���。(一般不開(kāi)坡口單面一次溶深可達(dá) 20m m)另 一方面由于焊劑和溶渣的隔熱作用���,電弧
32���、上基本沒(méi)有熱的輻射散失���,飛濺也少���, 雖然用于熔化焊劑的熱量損耗有所增大,但總的熱效率仍然大大增加���。
焊縫質(zhì)量咼
熔渣隔絕空氣的保護(hù)效果好���,焊接參數(shù)可以通過(guò)自動(dòng)調(diào)節(jié)保持穩(wěn)定,對(duì)焊工技術(shù)水平 要求不高���,焊縫成分穩(wěn)定���,機(jī)械性能比較好。�
勞動(dòng)條件好
除了減輕手工焊操作的勞動(dòng)強(qiáng)度外���,它沒(méi)有弧光輻射���,這是埋弧焊的獨(dú)特優(yōu) 點(diǎn)���。
缺點(diǎn):
適應(yīng)性差,不及手工焊靈活���,一般只適合于水平位置或傾斜度不大的焊
縫���;
工件邊緣準(zhǔn)備和裝配質(zhì)量要求較高、費(fèi)工時(shí)���;
埋弧操作���,看不到熔池和焊縫形成過(guò)程, 因此���,必須嚴(yán)格控制焊接規(guī)范���。
焊接設(shè)備較復(fù)雜,維修保養(yǎng)工作量大���。
3���、埋弧焊應(yīng)用
埋弧焊是焊接生產(chǎn)中
33���、應(yīng)用較普遍的工藝方法。由于焊接熔深大���、生產(chǎn)效率高���、 機(jī)械化程度高���,因而適用于中厚板長(zhǎng)焊縫的批量焊接���,焊接水平位置的長(zhǎng)直焊 縫和較大直徑的環(huán)焊縫。在造船���、鍋爐與壓力容器���、化工、橋梁���、起重機(jī)械���、 鐵路車(chē)輛���、工程機(jī)械、冶金機(jī)械以及海洋結(jié)構(gòu)���、核電設(shè)備等制造中有廣泛的應(yīng) 用���。在汽車(chē)制造上面主要應(yīng)用于半橋套管、法蘭���、天然氣汽車(chē)壓力容器的 焊接上面���。
隨著焊接冶金技術(shù)和焊接材料生產(chǎn)技術(shù)的發(fā)展,埋弧焊所能焊接的材料已從 碳素結(jié)構(gòu)鋼發(fā)展到低合金結(jié)構(gòu)鋼���、不銹鋼���、耐熱鋼以及一些有色金屬材料,如 鎳基合金���、銅合金的焊接等���。埋弧焊除了主要用于金屬結(jié)構(gòu)件的連接外���,還可 以用來(lái)進(jìn)行金屬表面耐磨或耐腐蝕合金層的堆焊。
 制動(dòng)盤(pán)鑄造工藝設(shè)計(jì)
制動(dòng)盤(pán)鑄造工藝設(shè)計(jì)