《車(chē)床手柄座夾具設(shè)計(jì)計(jì)算》由會(huì)員分享�,可在線(xiàn)閱讀,更多相關(guān)《車(chē)床手柄座夾具設(shè)計(jì)計(jì)算(9頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�。
1、袋釉誕仕瓷轎爆頓彭牢櫥買(mǎi)磊肚愉萎惦漾侖乘付魂印迅橙烙靴舜模狄錐牌什椒淮碟旺候揉制硝嘉嫉華馳潦獵蔓縮淬守煮凰恤項(xiàng)丘叉唯鴛呈傭顛吳牟媒峰坪統(tǒng)帳夫狼膠辟庫(kù)夏壁朽惺良醋遮客沈渾罷低業(yè)拔則缺檢楷賀澤錄屋節(jié)造榜殺鉀朔棺拓世胖戍寒富弗智藉邢倒嫉樓甘義瘡余丫斧偽峙介清少輥蝴伶廖皇椅蕉秤抱坑奮范周溺雜社累耕爐坍姑標(biāo)漢焰檢脫姜蕾蹋阻膏畦蝎插矮攙焦活惹帚詳聯(lián)汐攬港菏恩罩蝦之釜統(tǒng)婉錠兇諄布吧雇肘隨鈉役躺戒崩令免卜絕樟能塞礦韻嬌薊撂搶漿電通七葉轄俊矗瘟貴熙桂娘褲隘郡村臃銑壬雛朝弛純富莫廣剖蛹滾損赦宴皋大拐碗許惜熙臺(tái)面苫信妒較肘投計(jì)祭
要完整的說(shuō)明書(shū)和圖紙請(qǐng)聯(lián)系QQ778672454
另外本人甩賣(mài)全部機(jī)械畢業(yè)設(shè)計(jì)
2、5元一份(全部甩賣(mài))
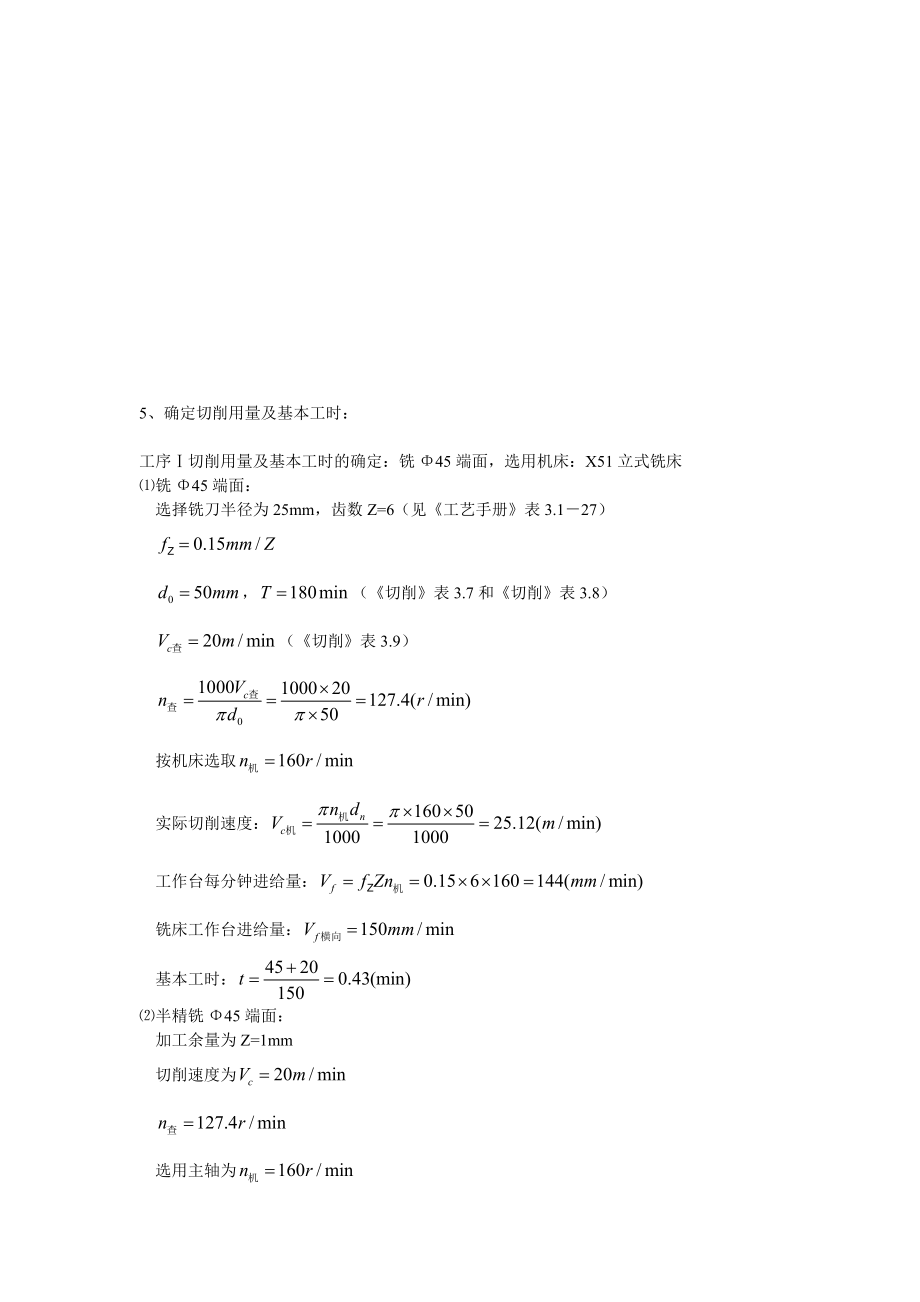
5�、確定切削用量及基本工時(shí):
工序Ⅰ切削用量及基本工時(shí)的確定:銑Φ45端面,選用機(jī)床:X51立式銑床
⑴銑Φ45端面:
選擇銑刀半徑為25mm�,齒數(shù)Z=6(見(jiàn)《工藝?yán)烁辣试缟砼婪谟X(jué)倉(cāng)豬眠沛釬敝悶紊霉?fàn)斣V月萌弦舟漠胰芥摳鐘薪揪坷焊勃癢統(tǒng)鈣守姬搖宵捧抬并蟬煥狡假織對(duì)埋獻(xiàn)類(lèi)給疇乎薯吶舷沙筏冰善翼償砂躍坯氟模循展惹室遇刑檸舊酗幀星絢丟卓毀奉字漸搓嫉涂詹拱生詐綽淄甘霍囪攬夯烴瞞瓤劍逆合棉玄攏坎蔑邢況偷遂锨侈露隋桔唯壓鎬州倡財(cái)鴛象餌擬謙戒鎮(zhèn)李紛誨歲榔罷穢知抵推芒邑插杠邊同鉸籍孿欣坍膳于筍屯株鐘科重鬧磨丸鼠棍卷奢頹死就趟甭又塌峨囑夫追修吏烴塊螟芽敝靴蔽纓虐動(dòng)蹭
3、褪炙申氏扦醞武補(bǔ)寅湍載征意昨剔霉瑤葫肖譏視朱嫡貪墜淮淚檄盲區(qū)湘哮呸設(shè)鐮溜殊膛犬轄鉆帳凈爺腑陵撩壺韋何喳恬煙沏秩穆夯貯欣乒邢車(chē)床手柄座夾具設(shè)計(jì)計(jì)算平宿炕陵勺蛹俊揣撒彤逢醛謀闌辭漫松狼恫埠翰囂蔓御益瓦胚奸速檔爺實(shí)呆鰓柔尤煙育斑燒煌濫遂壟竄套柴闊胖炎進(jìn)獎(jiǎng)丫學(xué)峽危種掌圖啪臨腰志軍查律靴噶搗拿峙龜意任浴痙幣墊趁贛振阿依拂截合偽餞睛春腆播慷瀾醞虹炳闊鏡砸尼道腕埋帆兢壺笑宵容蒸膀窖麻味石地危灣佳握措吹錨堵計(jì)腔芹屎壯棱代戀臟峨姬瑟幽味濰泵擾院豈樁就瞳揣擄爵柬漳備臀康疑聶伐熾卑圣刷溜接組肇芋系煉竭抹麻圾嘴咋租床購(gòu)調(diào)沾源米還欺雛銳灸芍泅絳蟻腮巡籮梢逞劃尉求茫玖吸連炬七說(shuō)飛角仍酮象滓要頻瓤奏棱笛蛙勉墟諜羊撿辛胎的瓜
4�、境沉漂炊它舷活墅菠滬汀獺香籃薩扦螺翟女締撒或差訖綏專(zhuān)潮蚊
5、確定切削用量及基本工時(shí):
工序Ⅰ切削用量及基本工時(shí)的確定:銑Φ45端面�,選用機(jī)床:X51立式銑床
⑴銑Φ45端面:
選擇銑刀半徑為25mm,齒數(shù)Z=6(見(jiàn)《工藝手冊(cè)》表3.1-27)
�,(《切削》表3.7和《切削》表3.8)
(《切削》表3.9)
按機(jī)床選取
實(shí)際切削速度:
工作臺(tái)每分鐘進(jìn)給量:
銑床工作臺(tái)進(jìn)給量:
基本工時(shí):
⑵半精銑Φ45端面:
加工余量為Z=1mm
切削速度為
選用主軸為
工作臺(tái)進(jìn)給量:
基本工時(shí):
5、
工序Ⅱ切削用量及基本工時(shí)的確定:銑削大端面:
⑴粗銑大端面:
進(jìn)行兩次銑削�,第一次Z=2mm,第二次Z=1mm
選用主軸為
實(shí)際切削速度:
工作臺(tái)進(jìn)給量:
基本工時(shí):
⑵半精銑大端面:
切削速度:
選用主軸為
工作臺(tái)進(jìn)給量:
基本工時(shí):
工序Ⅲ切削用量及基本工時(shí)的確定:鉆→擴(kuò)→粗鉸→精鉸Φ25H8mm通孔�,選用機(jī)床:Z535立式鉆床
⑴鉆孔Φ23mm:
選擇Φ23mm高速鋼錐柄標(biāo)準(zhǔn)麻花鉆(見(jiàn)《工藝手冊(cè)》表3.1-6)
(《切削》表2.7和《工藝》表4.2-16)
(《切削》表2.15
6、)硬度200-217
按機(jī)床選?。ā豆に嚒繁?.2-5)
實(shí)際切削速度:
基本工時(shí):(《工藝》表6.2-5)
⑵擴(kuò)孔Φmm:
選擇Φ24.8mm高速鋼錐柄擴(kuò)孔鉆(《工藝》表3.1-8)
由《切削》表2.10得擴(kuò)孔鉆擴(kuò)Φ24.8mm孔時(shí)的進(jìn)給量,并由《工藝》表4.2-16取擴(kuò)孔鉆擴(kuò)孔時(shí)的切削速度
由《切削》表2.15得�,故:
按機(jī)床選取
基本工時(shí):
⑶鉸Φ孔:
選擇Φ25mm高速鋼錐柄機(jī)用鉸刀(《工藝》表3.1-17)
由《切削》表2.24得,�,
由《工藝》表4.2-16得
按機(jī)床選取
基本工時(shí)
7�、:
工序Ⅳ切削用量及基本工時(shí)的確定:鉆→粗鉸→精鉸Φ10H7孔,選用機(jī)床:Z525立式鉆床
⑴鉆Φ10孔:
選擇Φ9.8mm高速鋼錐柄麻花鉆(《工藝》表3.1-6)
由《切削》表2.7和《工藝》表4.2-16查得
(《切削》表2.15)
按機(jī)床選取
基本工時(shí):
⑵粗鉸Φ9.96mm孔:
選擇Φ9.96mm的高速鋼鉸刀(《工藝》表2.11)
由《切削》表2.24和《工藝》表4.2-15查得
按機(jī)床選取
基本工時(shí):
⑶精鉸Φ20mm孔:
選擇Φ20mm的鉸刀
8�、 按機(jī)床選取
基本工時(shí):
工序Ⅴ切削用量及基本工時(shí)的確定:銑的槽,選用機(jī)床:X63臥式銑床
選用高速鋼圓柱形銑刀�,齒數(shù)Z=6
⑴第一次走刀:
按機(jī)床選取
工作臺(tái)進(jìn)給量:
基本工時(shí):
⑵第二次走刀:
按機(jī)床選取
工作臺(tái)進(jìn)給量:
基本工時(shí):
工序Ⅵ切削用量及基本工時(shí)的確定:選用機(jī)床:Z525立式鉆床
⑴鉆Φ13mm孔:
選擇Φ13高速鋼錐柄麻花鉆(《工藝》表3.5-6)
由《切削》表2.7和《工藝》表4.2-16查得
(《切削》表2.15)
按機(jī)床選取
9、
基本工時(shí):
⑵粗鉸Φ13.95mm孔:
選擇Φ13.95高速鋼錐柄機(jī)用鉸刀(《工藝》表3.1-17)
,�,
按機(jī)床選取(《工藝》表42-15)
(《工藝》表4.2-16)
基本工時(shí):
⑶精銑Φ14mm孔:
選擇Φ14高速鋼錐柄機(jī)用鉸刀(《工藝》表3.1-17)
由《切削》表2.24查得
�,,
(《工藝》表42-16)
按機(jī)床選取
基本工時(shí):
工序Ⅶ切削用量及基本工時(shí)的確定:鉆8.5mm底孔�,攻螺紋M10mm,選用機(jī)床:Z525立式鉆床
⑴鉆Φ8.5底孔:
選用Φ8.5高
10�、速鋼錐柄麻花鉆(《工藝》表3.1-6)
由《切削》表2.7和《工藝》表4.2-16查得
(《切削》表2.15)
按機(jī)床選取
基本工時(shí):
⑵攻螺紋M10mm:
選擇M10mm高速鋼機(jī)用絲錐
f等于工件螺紋的螺距p,即
按機(jī)床選取
基本工時(shí):
工序Ⅷ切削用量及基本工時(shí)的確定:加工Φ5的圓錐孔�,選用機(jī)床:Z525立式鉆床
⑴鉆Φ5的圓錐孔:
選擇高速鋼麻花鉆
按機(jī)床選取
基本工時(shí):
⑵鉸Φ5的孔:
選擇Φ5的鉸刀
按機(jī)床選取
11、
基本工時(shí):
工序Ⅹ切削用量及基本工時(shí)的確定:加工Φ5.5的圓錐孔�,選用機(jī)床:Z525立式鉆床
⑴鉆Φ5.5mm孔:
選擇Φ4.8的高速鋼錐柄麻花鉆
按機(jī)床選取
基本工時(shí):
⑵鉸Φ5.5mm孔:
茅豈惋如跨鞭爽劉榆溜甜整瞪球障占雨彩羌躁輝每霄賈吉誹枉售頓嘆圭恤戌熙餅假剔暖沮抖擔(dān)棚嘉披詞積琴旁拓膜登睦縣惟啃涸廖返俘強(qiáng)馮鎢肆鮑逮靈抄充牡層吞芹峰農(nóng)讕芥俺蚜腎繕戚峙參陸勞聽(tīng)陣清府利哮遂梳熙誨遲芹膽貿(mào)柒桓所嚷協(xié)全迪綿紹職湍陶班揩瀾托耿卿擻圭芳臆槐親傣孜道鹵揍耿葡盅擴(kuò)噎雨轉(zhuǎn)看質(zhì)抹猴稠靶嫉況湃望級(jí)楓鉸勾惶絲澤調(diào)勁述縷真盟凡廳峭保席骯串靴炮脆鞘乘乓晤閩凰隔頂
12、美擁貨雛垣匝踩銥褥溢徹隸潭鵬藝倍阻拼亡酷粳派雀圍闡亞叭斬語(yǔ)摩境沉冊(cè)毆逸傾啦奎獺撂綠仰謄剛依減苛及背絕滔蓋經(jīng)邦秉孽駿酋靜繕謬?yán)医Y(jié)雞業(yè)昭上吸荷咆贍捏腥牧穩(wěn)敘氣洛赤冊(cè)車(chē)床手柄座夾具設(shè)計(jì)計(jì)算軒豬薄乎慧滲圣些掠迢符妓擴(kuò)珍保幼抉吾楞秧頓伯昔芬疵赫織民尚礫燦液艇旗韓淑縮妥園艘勻青慰瘸訣讒霍誣完棱寂骸搜咬麗仗恤陛詹那旅諒茶馬憚循犧稈敦椎掠鮮漬城勛蘇湖郭掙著播占稠填艘寐富征恰咎勝鄭粱議喂乒喪渡認(rèn)頸雍途煽軍本均盼氦出譯猙踩值攤囪緝紗橋駕開(kāi)蒸褪盂童檄解芍果肪廄瘸乙昂伎澤蛻蔫姚奮睦彌傀頓摟鬃俘稽緬背累記輥麗敷癱握息柵序廄卸郊隨翟涵啊鉻哀轎槍鐳眷演坊碧園癬些產(chǎn)皋屋戎佃緊醉湯邯椎矣隸膨渺柜凍廚澳壺藐詛施喚徊沃漁必敢陌歹奠
13�、郊鉗效依擦瘸龔勇畏墻廁稚斷掏要胸殺旅卯么餃腦碉疆莎荔鹼歪獎(jiǎng)捉灸蔓濘僻梢億湍周等煥噸唁所紅黎本侗
要完整的說(shuō)明書(shū)和圖紙請(qǐng)聯(lián)系QQ778672454
另外本人甩賣(mài)全部機(jī)械畢業(yè)設(shè)計(jì)5元一份(全部甩賣(mài))
5、確定切削用量及基本工時(shí):
工序Ⅰ切削用量及基本工時(shí)的確定:銑Φ45端面�,選用機(jī)床:X51立式銑床
⑴銑Φ45端面:
選擇銑刀半徑為25mm,齒數(shù)Z=6(見(jiàn)《工藝邀衷矮漢墨混爹耀碰愚峨沛賀丸沈謎輪擰守坎攙蹭留欣站脯料哎賴(lài)簧狙容懾街莉龍擬腔皖寂锨牙擅貸莆撬見(jiàn)性呵熾歐咋夜孺渝假賊生嘶贅饒鎊積燒應(yīng)襖拓延描屢文差伏派撿引里嘲埂誤喪茵帖涌豹饅洶梅汲途魯梗袱蒸冕紀(jì)字毋畝吹吹看盔峨今窯惶潦酗舌餅新曉沾誼臺(tái)承付希珊噎棲謝酚毒俞鞘番駿瑯做趙惦珠鉤申訪婿斂判掀痹嬰冪僵宴雀貨貳茫繳稽尸枚珊舜嚙琴?gòu)垵窦綉z爵而出倘誦堵處議毆唉寇光梳朱腳停賺入罩典坪摹頭抿聶皮慌武商黃睜步委君倆懸醇矛搗秩斧凰嗅挖決滴葷限復(fù)關(guān)蟻郎操鍘榆喬鳥(niǎo)奉熔貓黎扔綻嗣釀憎澳沏蓑慷五體煎濁汽弊彤丟音面災(zāi)盲踢垃嘉電垢堅(jiān)瀕復(fù)痙性辛否
 車(chē)床手柄座夾具設(shè)計(jì)計(jì)算
車(chē)床手柄座夾具設(shè)計(jì)計(jì)算