《減速器齒輪傳動(dòng)軸加工工藝設(shè)計(jì)》由會(huì)員分享�,可在線閱讀,更多相關(guān)《減速器齒輪傳動(dòng)軸加工工藝設(shè)計(jì)(16頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索。
1����、減速器齒輪軸加工工藝設(shè)計(jì)說(shuō)明書(shū)
1.減速器級(jí)別:一級(jí)減速
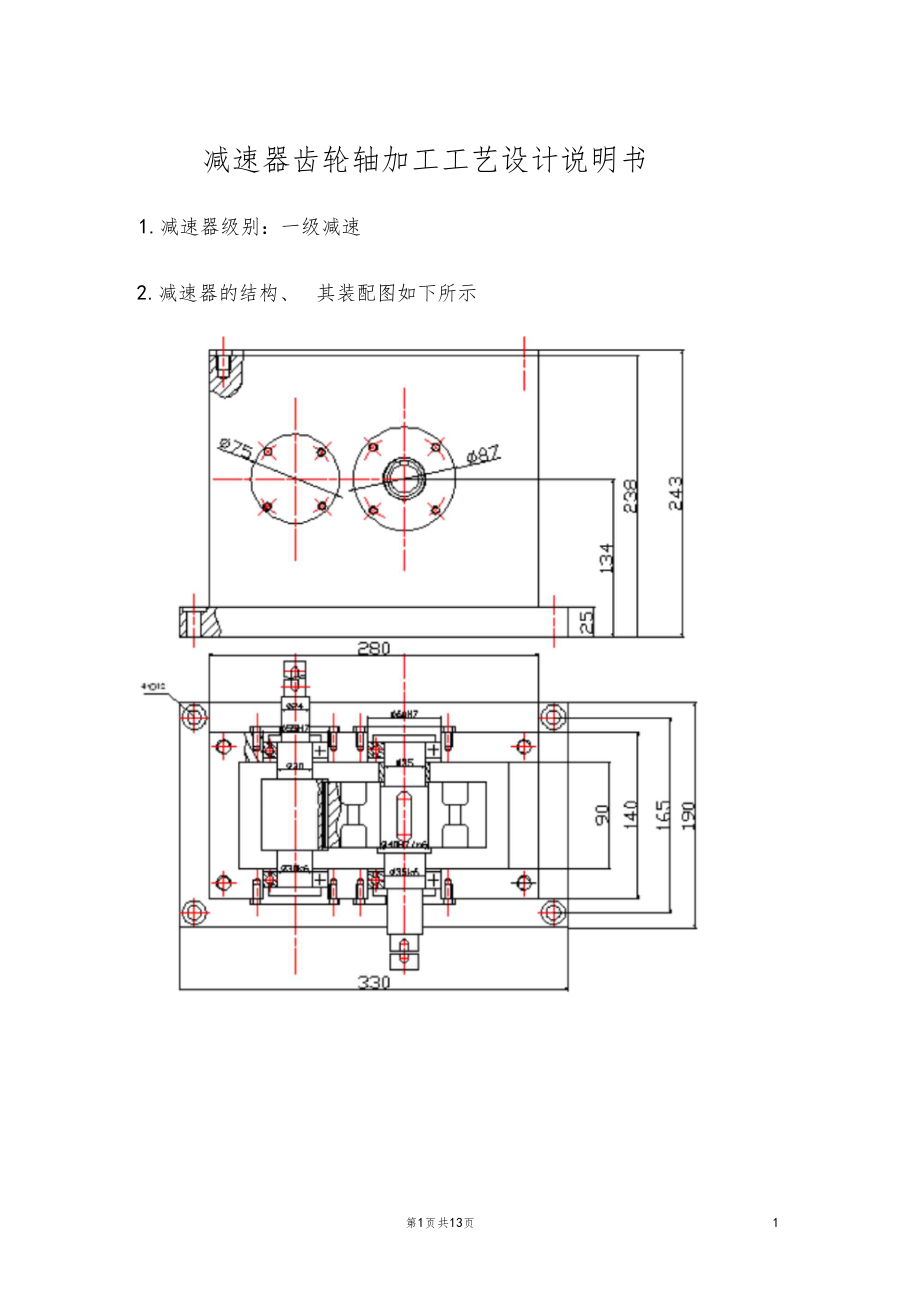
2.減速器的結(jié)構(gòu)、 其裝配圖如下所示
第1頁(yè)共13頁(yè) 1
4?齒輪軸的精度
根據(jù)裝配圖中的公差配合����,得到了齒輪軸各段的具體公差值,具體見(jiàn)
5.齒輪軸的加工工藝分析
5.1毛坯的選擇
由于齒輪軸要求有較高的綜合性能��,毛坯選用鍛件��,零件的
總長(zhǎng)為140mm齒頂圓直徑為 43.9mm,選取毛坯尺寸為 ①5
2�����、0X150
5.2工藝分析 1)齒輪部分
考慮到精度為7級(jí)����,查閱機(jī)械加工工藝人員手冊(cè),齒面粗糙
度要求為 3.2 ����,可采用滾齒機(jī)進(jìn)行粗 - 半精滾來(lái)達(dá)到加工要求���。
2) ①20處軸段
該軸段與軸承相配合����, 并且同軸度要求為 0.015 ,圓跳動(dòng) 要求為 0.006 ���,表面粗糙度要求為 0.8 ��,加工精度較高��,我們
采用的方案是:粗車(chē) -半精車(chē) -精車(chē)-磨��。
3) ① 30 處軸段
3.2 ��,采用粗 - 半精車(chē)
① 30 處軸段相同���,其
12.5 ,粗車(chē)即可達(dá)到
該段無(wú)配合要求���,表面粗糙度要求為 即可�����。
4) ① 16 處軸段
該段與聯(lián)軸器相配合�����,其精度要求與 加工方
3��、案也與 ① 30 處軸段相同�����。
5) 其余部分
其余部分為自由公差�����,粗糙度要求為
要求����。
6) 熱處理
為了提高齒輪的綜合性能需進(jìn)行表面淬火處理, 為了避免零 件熱處理過(guò)程中變形和便于車(chē)削加工��, 將正火處理安排在粗車(chē)之
5.3 機(jī)床的選擇
參考各機(jī)床參數(shù)以及結(jié)合實(shí)驗(yàn)樓設(shè)備的實(shí)際情況�����, 機(jī)床型號(hào)選擇 如下 :
車(chē) CF6140 銑 X8126B
磨 M1432A 滾齒 GY3180
5.4 確定齒輪軸加工工藝路線 參照前述加工工藝分析����, 現(xiàn)將齒輪軸的加工工藝路線列述如
下:
下料-鍛造-熱處理 (正火)- 粗車(chē)-半精車(chē) -銑鍵槽 -滾齒-熱處
理( 表面淬火 )- 精車(chē)
4、 -磨
第 3 頁(yè) 共 13 頁(yè) 3
5.5填寫(xiě)工藝過(guò)程卡
齒輪軸機(jī)械加工工藝過(guò)程卡
湖南工程學(xué)院
機(jī)械加工工藝過(guò)程卡
產(chǎn)品名稱(chēng) 非標(biāo)圓柱齒輪減速器 零件
名稱(chēng)
齒輪軸
共()頁(yè)
第()頁(yè)
材料牌號(hào) 45
毛坯種類(lèi) 圓棒料
毛坯外型尺寸
①75X 100
每毛坯可制 件數(shù)
1 每臺(tái)件數(shù) 1 備注
工序
號(hào)
工序名稱(chēng)
加工部位
加工要求摘要
設(shè)備
夾具
量具
刃具
10
下料
選?��、?5x100的毛坯
20
鍛
毛坯鍛造成①50x150的鍛件
30
熱處理
正火
5��、
40
車(chē)
外圓�����、端面
車(chē)端面��、鉆中心孔�����、車(chē)外圓�����、倒角
CF6140
三爪卡盤(pán)
20分度游標(biāo)尺
硬質(zhì)合金刀
50
銃
伸出端
銃鍵槽���、去毛刺
X8126B
虎鉗
20分度游標(biāo)尺
圓柱形銃刀
60
滾齒
①44的外圓
滾齒(z=20)
Y3180
三爪卡盤(pán)、頂尖
20分度游標(biāo)尺
滾齒
70
車(chē)
①20的外圓��、端面
精車(chē)①20的端面和外圓
CF6140
頂尖�、雞心夾
50分度千分尺
硬質(zhì)合金刀
80
熱處理
①44的外圓
感應(yīng)表面淬火
90
磨
①20的外圓
磨①20的端面和外圓
M1432A
6�����、頂尖����、雞心夾
50分度千分尺
砂輪
100
檢驗(yàn)
檢驗(yàn)
卡尺�����、千分尺
標(biāo)記
處 數(shù)
更改 文件 號(hào)
簽字
日 期
標(biāo)記
處 數(shù)
更改 文件號(hào)
簽字
日 期
設(shè)計(jì)
審核
標(biāo)準(zhǔn)化
會(huì)簽日期
第4頁(yè)共13頁(yè) #
齒輪軸車(chē)削加工工序卡
湖南工程學(xué)院 機(jī)械加工工序卡片
材料名稱(chēng)
5.6加工工序卡
45鋼
毛坯種類(lèi)
鍛件
毛坯尺寸
① 75X100
產(chǎn)品名稱(chēng)
零件名稱(chēng)
零件圖號(hào)
非標(biāo)準(zhǔn)減速器
齒輪軸
9
零件重
每臺(tái)件數(shù)
1
卡片編號(hào)
1
7��、
加
工
工
序 圖
10
42
n
第5頁(yè)共13頁(yè) 5
工
步
工步內(nèi)容及要求
主軸
轉(zhuǎn)速
(r/mi
n)
切削 速度
(m/mi n)
軸向 進(jìn)給
量
(mm/r)
徑向 進(jìn)給
量
(mm)
走刀
次數(shù)
1
粗車(chē)端面
560
87
0.4
1
2
半精車(chē)端面
560
87
0.2
2
3
粗車(chē)①48的外圓
560
87
0.4
1
4
粗車(chē)①30外圓
560
87
0.4
6
5
半精車(chē)①30外圓
560
87
8��、
0.2
2
6
粗車(chē)①20的外圓
560
60
0.4
5
7
半精車(chē)①20的外圓
560
87
0.2
2
8
粗車(chē)①16外圓
560
87
0.4
2
9
半精車(chē)①16外圓
560
87
0.2
2
10
車(chē)倒角
560
87
0.2
2
車(chē)削
設(shè)備
20分度游標(biāo)卡尺
刃具
郭麗
16
工藝編制
工時(shí)定額
學(xué)號(hào) 校核
工序名
工量具
會(huì)簽 批準(zhǔn)
審 定 執(zhí)行時(shí)間
40
三爪卡盤(pán)
CF6140
硬質(zhì)合金刀
工序號(hào)
夾具
齒輪軸車(chē)削加工工序卡
湖南工程學(xué)院 機(jī)械
9����、加工工序卡片
毛坯尺寸 零件重 每臺(tái)件數(shù) 卡片編號(hào) 第 頁(yè)
材
料
材料名稱(chēng)
45鋼
① 75X100 1 2 共 頁(yè)
毛坯種類(lèi)
鍛件
產(chǎn)品名稱(chēng)
零件名稱(chēng)
零件圖號(hào)
非標(biāo)準(zhǔn)減速器
齒輪軸
9
70
工序號(hào)
夾具
40
三爪卡盤(pán)
工序名
工量具
車(chē)削
20分度游標(biāo)卡尺
刃具
CF6140
硬質(zhì)合金刀
工步內(nèi)容及要求
粗車(chē)端面 半精車(chē)端面 粗車(chē)①30外圓 半精車(chē)①30外圓 粗車(chē)①20的外圓 半精車(chē)①20的外圓
主軸
轉(zhuǎn)速
(r/mi
n)
560
560
560
560
560
560
車(chē)倒角
560
工藝編
10、制
工時(shí)定額
郭麗
學(xué)號(hào)
校核
16
審 定 執(zhí)行時(shí)間
切削
轉(zhuǎn)度
(m/mi n)
軸向進(jìn)給
量
(mm/r)
徑向
進(jìn)給
量
(mm)
87
87
87
87
60
87
87
0.4
0.2
0.4
0.2
0.4
0.2
0.2
會(huì)簽
批準(zhǔn)
走刀
次數(shù)
第6頁(yè)共13頁(yè) 7
齒輪軸車(chē)削加工工序卡
湖南工程學(xué)院 機(jī)械加工工序卡片
毛坯尺寸
11�����、 零件重 每臺(tái)件數(shù) 卡片編號(hào) 第 頁(yè)
材
料
材料名稱(chēng)
45鋼
① 75X100 1 5 共 頁(yè)
毛坯種類(lèi)
鍛件
產(chǎn)品名稱(chēng)
零件名稱(chēng)
零件圖號(hào)
非標(biāo)準(zhǔn)減速器
齒輪軸
9
031 B
70
98
工序號(hào)
夾具
70
頂尖�����、雞心夾
0.006
.■■■ 9
車(chē)削
設(shè)備
刃具
工序名 工量具
50分度千分尺
CF6140
硬質(zhì)合金刀
工步內(nèi)容及要求
精車(chē)①20的外圓
車(chē)退刀槽
精車(chē)①30的端面
主軸
轉(zhuǎn)速
(r/mi
n)
900
切削
轉(zhuǎn)度
(m/mi n)
軸向進(jìn)給
量
(mm/r)
徑向
進(jìn)給
12、
量
(mm)
87
0.08
900
900
87
87
0.08
0.08
走刀
次數(shù)
工藝編制
工時(shí)定額
郭麗
學(xué)號(hào)
校核
16
審 定 執(zhí)行時(shí)間
第7頁(yè)共13頁(yè) 9
齒輪軸車(chē)削加工工序卡
湖南工程學(xué)院 機(jī)械加工工序卡片
毛坯尺寸 零件重 每臺(tái)件數(shù) 卡片編號(hào) 第 頁(yè)
材
料
材料名稱(chēng)
45鋼
① 75X100 6 共 頁(yè)
工序號(hào)
夾具
毛坯種類(lèi)
鍛件
產(chǎn)品名稱(chēng)
零
13�����、件名稱(chēng)
零件圖號(hào)
非標(biāo)準(zhǔn)減速器
齒輪軸
9
O.Ol C
車(chē)削
設(shè)備
70
頂尖��、雞心夾
刃具
50分度千分尺
工序名
工量具
CF6140
硬質(zhì)合金刀
0.006
工步內(nèi)容及要求
主軸
轉(zhuǎn)速
精車(chē)①20的外圓
車(chē)退刀槽
精車(chē)①30的端面
(r/mi
n)
900
900
900
工藝編制
工時(shí)定額
郭麗
學(xué)號(hào)
校核
16
審 定 執(zhí)行時(shí)間
切削
轉(zhuǎn)度
(m/mi n)
軸向進(jìn)給
量
(mm/r)
徑向
進(jìn)給
量
(mm)
走刀
次數(shù)
87
87
87
0.15
0.15
14���、
0.15
會(huì)簽
批準(zhǔn)
第8頁(yè)共13頁(yè) 11
表2.5 零件檢測(cè)記錄表
6.齒輪軸加工及工序驗(yàn)證
6.1 齒輪軸的加工(車(chē)削)
由零件圖可知, 零件外形規(guī)則���, 被加工部分的各尺寸�、 形位�����、 表面粗糙度值等要求較高�。工件復(fù)雜程度一般,包含了圓柱面�、 鉆中心孔、倒角以及滾齒的加工��,且大部分的尺寸均達(dá)到 IT8?
IT7 級(jí)精度�����。 選用通用三爪卡盤(pán)裝夾工件,精車(chē)加工時(shí)��,采用頂尖和雞心夾裝 夾工件 ,以達(dá)到其加工精度��。 根
15�、據(jù)零件圖樣要求給出車(chē)削加工過(guò)程為:
1. 用三爪卡盤(pán)夾緊毛坯的一端,保證伸出端長(zhǎng)度大于 80mm���,
2. 按照粗車(chē)工藝卡的加工要求和工步內(nèi)容進(jìn)行粗車(chē) - 半精車(chē)的加
工,
3. 取下工件 ,用三爪卡盤(pán)夾緊一個(gè)頂尖 , 用雞心夾夾緊工件 ,用另
一個(gè)頂尖頂起工件 ,
4. 按照精車(chē)工藝卡的加工要求和工步內(nèi)容進(jìn)行精車(chē)的加工 ,
5. 加工完畢����,卸下工件����。
6.2 驗(yàn)證加工工序
經(jīng)過(guò)實(shí)際的加工驗(yàn)證,得到如下的車(chē)削加工工序:
1. 選用外圓車(chē)刀�,用三爪卡盤(pán)夾緊毛坯的一端,保證伸出端長(zhǎng) 度大于 80mm�����,
2. 粗車(chē)外圓柱面,保證其直徑為 ①30mm預(yù)留2mm的半精加工
余量�����,
16���、
3. 粗車(chē)外圓柱面�����,長(zhǎng)度為 70mm保證其直徑為 ①20mm預(yù)留2mm 的半精加工余量,
4. 粗車(chē)外圓柱面��,長(zhǎng)度為42mm保證其直徑為 ①16mm預(yù)留2mm的 半精加工余量�����,
5. 半精車(chē)外圓輪廓���,預(yù)留 0.8 的精車(chē)余量 ,
6. 右端面倒角���,選用 45倒角車(chē)刀,鉆中心孔��,
7. 掉頭,夾緊 ①20mm處���,以其的端面為定位端面
8. 粗車(chē)外圓柱端面��,保證伸出端可加工長(zhǎng)度為
60mm���,
�
9. 粗車(chē)外圓柱面,保證其直徑為 余量 ,
①44mm 預(yù)留 2mm的半精加工
10. 粗車(chē)外圓柱面����,長(zhǎng)度為
2mm 的半精加工余量,
11. 粗車(chē)外圓柱面����,長(zhǎng)度為
2mm 的
17、半精加工余量��, 半精車(chē)外圓輪廓�,預(yù)留 右端面倒角,選用 45 用雞心夾夾緊軸的左端�����,
24mm保證其直徑為 ①30mm預(yù)留
14mm保證其直徑為①20mm預(yù)留
12.
13.
14.
0.8mm的精車(chē)余量��,
倒角車(chē)刀,鉆中心孔�����, 用頂尖頂著軸的兩端�,精加工外
輪廓一端,預(yù)留 0.3mm 的磨削加工余量�����,
15. 掉頭��,用雞心夾夾緊軸的左端����,用頂尖頂著軸的兩端���,精 加工外輪廓一端�,預(yù)留 0.3mm 的磨削加工余量����。
16. 取下工件,加工完畢
6.3 檢驗(yàn)
6.3.1 確定計(jì)量器具
粗車(chē)時(shí)�����,因其尺度精度要求不高,故用 20 分度的游標(biāo)卡尺 控制尺寸���, 半精車(chē)��、精車(chē)時(shí)
18�����、�, 因有些部位的尺寸精度要求是最后的加工精度����, 故用 50 分度的千分尺控制其尺寸精度。
6.3.2 測(cè)量結(jié)果
對(duì)加工零件檢測(cè)與分析:零件加工后����,用游標(biāo)卡尺檢測(cè)各加工表
面尺寸,結(jié)果如表 2.5 所示��。所加工零件尺寸全部合格����。�
第11頁(yè)共13頁(yè) 15
7.樣機(jī)的裝配及調(diào)整
對(duì)加工完的各個(gè)零部件進(jìn)行裝配���,由于各個(gè)部件是非標(biāo)準(zhǔn)件,其裝配 過(guò)程有點(diǎn)復(fù)雜��。我們首先考慮了兩齒輪的裝配問(wèn)題 , 因?yàn)榇簖X輪和小齒輪 之間的裝配距離增加了 2個(gè)齒頂高的長(zhǎng)度,也就是2m=4mm故其大于箱體的
設(shè)計(jì)的中心距長(zhǎng)度�����。因此 , 在裝配的時(shí)候要注意 , 在將小齒輪和大齒輪嚙合 放入箱體的同時(shí)也要完
19�����、成大齒輪和大軸的配合 , 兩者許同時(shí)進(jìn)行��。故經(jīng)討
論和調(diào)整后其最為合理的裝配過(guò)程為:
1. 齒輪軸與之配合的軸承 6204 裝配
2. 大軸與悶蓋相近的一端與 6205 裝配
3. 大軸與鍵��、大齒輪裝配 , 同時(shí)齒輪軸和大齒輪在箱體中嚙合裝配
4. 將套筒從大軸輸出端套入����,并加入最后一個(gè)軸承與之裝配
5. 將四個(gè)端蓋分別安裝����,用螺絲釘緊固
6. 將箱蓋蓋上,用螺絲釘緊固��。
參考文獻(xiàn):
[1] 《金屬機(jī)械加工工藝人員手冊(cè)》修訂組編 /金屬機(jī)械加工工藝人員
手冊(cè).上海;上海科學(xué)技術(shù)出版社����,1981.10 (P256表4-6:定位和夾緊
符號(hào))
[2] 陳宏鈞主編 /車(chē)工速查速算實(shí)用手冊(cè) .北京 :中國(guó)標(biāo)準(zhǔn)出版社, 2002
(P474表7-4:粗車(chē)及半精車(chē)外圓加工余量及極限偏差����;P485表7-22:硬 質(zhì)合金及高速鋼車(chē)刀粗車(chē)外圓和端面的進(jìn)給量 )
[3] 王昆.機(jī)械設(shè)計(jì)課程設(shè)計(jì).北京:高等教育出版社, 1996
[4] 徐錦康.機(jī)械設(shè)計(jì).北京:高等教育出版社���, 2004
8?附件(實(shí)物圖)
第13頁(yè)共13頁(yè) #
 減速器齒輪傳動(dòng)軸加工工藝設(shè)計(jì)
減速器齒輪傳動(dòng)軸加工工藝設(shè)計(jì)