《第4章熱連軋機(jī)軋輥溫度場(chǎng)及熱凸度研究》由會(huì)員分享����,可在線閱讀,更多相關(guān)《第4章熱連軋機(jī)軋輥溫度場(chǎng)及熱凸度研究(22頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
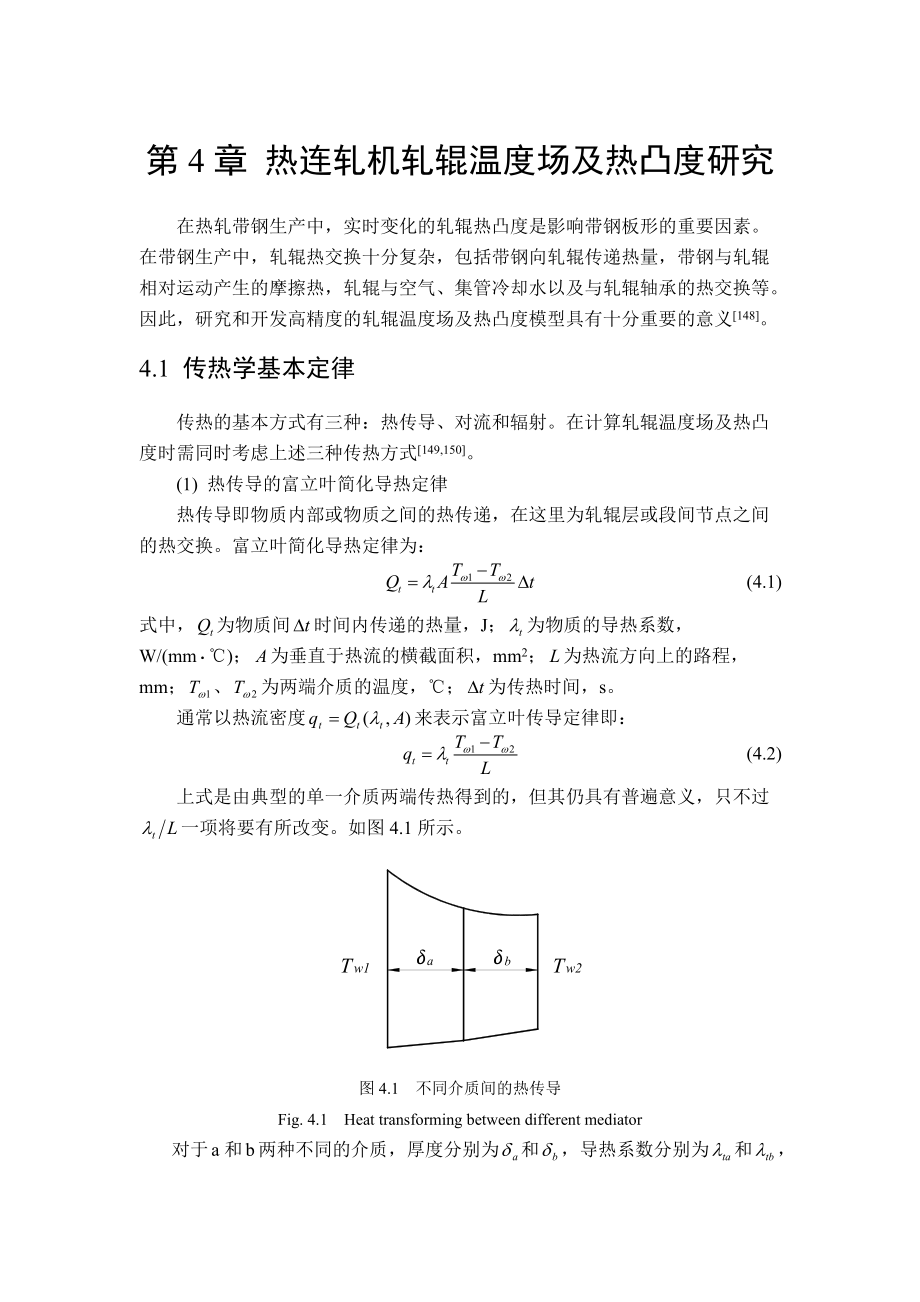
1����、第4章 熱連軋機(jī)軋輥溫度場(chǎng)及熱凸度研究在熱軋帶鋼生產(chǎn)中,實(shí)時(shí)變化的軋輥熱凸度是影響帶鋼板形的重要因素��。在帶鋼生產(chǎn)中�,軋輥熱交換十分復(fù)雜,包括帶鋼向軋輥傳遞熱量�����,帶鋼與軋輥相對(duì)運(yùn)動(dòng)產(chǎn)生的摩擦熱�����,軋輥與空氣�、集管冷卻水以及與軋輥軸承的熱交換等�����。因此�����,研究和開(kāi)發(fā)高精度的軋輥溫度場(chǎng)及熱凸度模型具有十分重要的意義148�����。4.1 傳熱學(xué)基本定律傳熱的基本方式有三種:熱傳導(dǎo)��、對(duì)流和輻射���。在計(jì)算軋輥溫度場(chǎng)及熱凸度時(shí)需同時(shí)考慮上述三種傳熱方式149,150。(1) 熱傳導(dǎo)的富立葉簡(jiǎn)化導(dǎo)熱定律熱傳導(dǎo)即物質(zhì)內(nèi)部或物質(zhì)之間的熱傳遞�����,在這里為軋輥層或段間節(jié)點(diǎn)之間的熱交換�����。富立葉簡(jiǎn)化導(dǎo)熱定律為:(4.1)式中����,為物質(zhì)間時(shí)
2、間內(nèi)傳遞的熱量���,J���;為物質(zhì)的導(dǎo)熱系數(shù),W/(mm)��;為垂直于熱流的橫截面積�����,mm2����;為熱流方向上的路程,mm�����;���、為兩端介質(zhì)的溫度�,;為傳熱時(shí)間���,s��。通常以熱流密度來(lái)表示富立葉傳導(dǎo)定律即:(4.2)上式是由典型的單一介質(zhì)兩端傳熱得到的����,但其仍具有普遍意義�,只不過(guò)一項(xiàng)將要有所改變。如圖4.1所示�。圖4.1 不同介質(zhì)間的熱傳導(dǎo)Fig. 4.1 Heat transforming between different mediator對(duì)于和兩種不同的介質(zhì),厚度分別為和�,導(dǎo)熱系數(shù)分別為和,兩種介質(zhì)間的傳熱量為:(4.3)由式(4.1)可得:(4.4)(2) 對(duì)流傳熱的牛頓定律對(duì)流傳熱是固體表面與其相鄰的運(yùn)
3���、動(dòng)流體之間的換熱方式���。在這里為軋輥與其周?chē)鷼怏w及冷卻水之間的熱量交換。對(duì)流傳熱用牛頓定律描述為:(4.5)式中���,為交換的熱量��,����;為表面換熱系數(shù)����,W/(mm2);為流體與固體之間界面面積��,����; 為熱量交換時(shí)間,���;為流體與固體溫差��,����。根據(jù)牛頓冷卻定律��,可得冷卻水與工作輥之間的熱交換公式:(4.6)式中�����,為i機(jī)架工作輥j單元由t到t+t時(shí)間內(nèi)冷卻水吸收的熱量,J��;為冷卻水與工作輥表面換熱系數(shù)����,W/(mm2);為工作輥與冷卻水接觸部分占整個(gè)軋輥圓周的比例���,一般取0.6����;為t時(shí)刻i機(jī)架冷卻水的溫度�,;為t時(shí)刻i機(jī)架工作輥的j單元溫度���,�;為單元長(zhǎng)度�����,mm�����;為軋輥與冷卻水熱量交換時(shí)間,s�。同理,可得空氣與工作
4�����、輥之間的熱交換公式:(4.7)式中�����,為i機(jī)架工作輥j單元由t到t+t時(shí)間內(nèi)空氣吸收的熱量���,J;為空氣與工作輥表面換熱系數(shù)�,W/(mm2),實(shí)際應(yīng)用時(shí)取=10 W/(m2)���;為工作輥與空氣接觸部分占整個(gè)軋輥圓周的比例��,一般取0.4���;為t時(shí)刻i機(jī)架空氣的溫度,;為t時(shí)刻i機(jī)架工作輥的j單元溫度�,;為單元長(zhǎng)度�����,mm����;為軋輥與空氣熱量交換時(shí)間,s�。(3) 能量守恒定律現(xiàn)設(shè)某個(gè)體系的質(zhì)量不變,那么可借助能量守恒定律來(lái)描述該體系的能量變化及其與周?chē)橘|(zhì)的聯(lián)系�。此時(shí),能量守恒定律可表示為:(4.8)式中�,為進(jìn)入體系的所有形式的熱量;為體系本身產(chǎn)生的熱量���,即內(nèi)熱源產(chǎn)生的熱量�;為流出體系的所有形式的熱量����;為體系
5、內(nèi)儲(chǔ)能量的變化�����。對(duì)于板帶軋制過(guò)程,進(jìn)入輥系的熱量主要有金屬向軋輥的熱傳導(dǎo)���,假設(shè)軋輥不存在內(nèi)熱源項(xiàng)��,即��;項(xiàng)主要體現(xiàn)在軋輥溫度的變化�����;項(xiàng)主要體現(xiàn)為軋輥與周?chē)橘|(zhì),例如與冷卻水或空氣的對(duì)流傳熱����,故能量守恒定律可表示為:(4.9)4.2 軋輥溫度場(chǎng)及熱凸度計(jì)算模型有限差分格式的建立主要有兩種方法:(1)從能量守恒觀點(diǎn)出發(fā)建立差分格式的解法,這種方法被鹽崎所采用����;(2)從熱傳導(dǎo)方程出發(fā)建立差分格式的解法,這種方法被有村所采用�����。第二種方法雖然數(shù)學(xué)概念清晰,但存在邊界節(jié)點(diǎn)溫度方程的截?cái)嗾`差與內(nèi)節(jié)點(diǎn)不一致的問(wèn)題����,而且當(dāng)采用非均勻網(wǎng)格時(shí)所得到的節(jié)點(diǎn)溫度方程較復(fù)雜。而第一種方法�����,物理概念清晰��,較易解決上述問(wèn)題���,特
6���、別是在處理熱交換邊界條件時(shí)存在極大的靈活性���。4.2.1 工作輥模型單元?jiǎng)澐周堓仠囟葓?chǎng)是一個(gè)三維非穩(wěn)態(tài)系統(tǒng)���。隨著軋制過(guò)程的進(jìn)行���,軋輥軸向����、徑向和周向的溫度都要發(fā)生變化,考慮到軋輥的回轉(zhuǎn)周期與熱凸度對(duì)軋制條件變化的響應(yīng)時(shí)間相比為二階小,可忽略軋輥在圓周方向的溫度變化,這樣就將復(fù)雜的三維溫度場(chǎng)問(wèn)題簡(jiǎn)化為軸對(duì)稱問(wèn)題��。同時(shí)為簡(jiǎn)化計(jì)算還忽略了軋輥與帶鋼之間摩擦熱和帶鋼的變形熱��。圖4.2為軋輥四分之一有限差分模型。圖4.2 工作輥單元?jiǎng)澐諪ig. 4.2 Division of work roll elements認(rèn)為軋輥軸承處絕熱���,即軋輥與軸承不發(fā)生熱傳導(dǎo)���。在半個(gè)軋輥輥身劃分10段,在徑向上劃分4層��。因?yàn)?/p>
7�����、軋輥外層單元和高溫帶鋼接觸,是軋輥溫度和熱凸度變化敏感區(qū)�����,故采用非均勻單元?jiǎng)澐址?��,軋輥由表及里����,各層厚度逐漸增加��。4.2.2 軋制過(guò)程傳熱數(shù)學(xué)模型4.2.2.1 無(wú)鋼時(shí)的傳熱計(jì)算模型(a) 軋輥水冷時(shí)傳熱計(jì)算模型(1) 無(wú)鋼水冷時(shí)軋輥的散熱量(4.10)式中�,為水冷時(shí)軋輥與水的散熱傳輸參數(shù)��,W/K�;為水溫�����,��;為軋輥外層的溫度,���;為軸向段數(shù)�。(2) 無(wú)鋼水冷時(shí)軋輥的吸熱量(4.11)(b) 軋輥空冷時(shí)傳熱計(jì)算模型(1) 無(wú)鋼空冷時(shí)軋輥的散熱量(4.12)式中��,htres為待軋空冷時(shí)軋輥與空氣的散熱傳輸參數(shù)�,W/K�����;為空氣的溫度�,�;為軋輥外層的溫度,���;為軸向段數(shù)��。(2) 無(wú)鋼空冷時(shí)軋輥的吸熱量同(
8���、4.11)式。4.2.2.2 軋制過(guò)程軋輥水冷時(shí)傳熱計(jì)算模型帶鋼軋制過(guò)程中��,帶鋼與軋輥接觸形式如圖4.3所示��。圖4.3 軋輥與帶鋼接觸形式Fig. 4.3 Contact fashion of roll and strip軋輥各段與帶鋼接觸狀態(tài)可分為完全接觸段�����、部分接觸段和非接觸段3種形式�。由于軋輥各段與帶鋼接觸狀態(tài)不同,軋輥各段傳熱計(jì)算模型也不同��。(a) 軋輥與帶鋼完全接觸段傳熱計(jì)算模型(1) 軋輥的散熱量(4.13)(2) 軋輥的吸熱量(4.14)式中�,為帶鋼設(shè)定溫度,��;為軸向段數(shù)���;為冷卻水的溫度����,���;為冷卻水溫度的修正值���,�����;為軋輥外層的溫度��,�����;為軋輥與帶鋼的熱傳輸參數(shù)�,W/K����;為有鋼時(shí)軋輥
9、表層各段與冷卻水之間熱傳輸參數(shù)�,W/K。(b) 軋輥與帶鋼部分接觸段傳熱計(jì)算模型(1) 軋輥的散熱量(4.15)(2) 軋輥的吸熱量(4.16)式中�����,為帶鋼設(shè)定溫度�����,;為軸向段數(shù)�;為軋輥軸向段的長(zhǎng)度���,mm��;為冷卻水溫度���,;為冷卻水溫度修正值�����,���;為軋輥外層溫度�����,�����;為軋輥與帶鋼熱傳輸系數(shù)��,W/K�����;為有鋼時(shí)軋輥表層各段與冷卻水之間熱傳輸參數(shù)�,W/K;為無(wú)鋼時(shí)軋輥各段與水的熱傳輸系數(shù)���,W/K����;為軋輥軸向段與帶鋼接觸軋輥長(zhǎng)度�����,mm���。(c) 軋輥與帶鋼非接觸段傳熱計(jì)算模型(1) 空冷時(shí)非接觸段傳熱計(jì)算模型(4.17)(2) 水冷時(shí)非接觸段傳熱計(jì)算模型(4.18)式中��,為軋輥各段與空氣的熱傳輸參數(shù)����,W/K;
10��、為軋輥各段之間及軋輥與水的熱傳輸參數(shù)�����,W/K�;為冷卻水的溫度����,;為空氣的溫度�����,�;為軋輥外層k段的溫度,��;為軸向段數(shù)��。4.2.2.3 軋輥徑向單元之間的熱傳輸模型(4.19)式中�,為單位時(shí)間內(nèi)軋輥散發(fā)的熱量,W����;為單位時(shí)間內(nèi)軋輥吸熱量��,W�����;為軋輥第i層第k段交換的熱量����,W���;為軋輥徑向單元間的熱傳輸系數(shù)��,W/K���;為軋輥外層的溫度,����;為軋輥第i+1層第k段的溫度,����;i為徑向?qū)訑?shù)����;為軸向段數(shù)��。4.2.2.4 軋輥軸向單元之間的熱傳輸模型(4.20)式中���,為軋輥第i層第k段軸向散熱量�����,W�����;為軋輥軸向單元間的熱傳輸系數(shù),W/K�����;為軋輥外層的溫度�����,�����;為軋輥第i+1層第k段的溫度,���;i為徑向?qū)訑?shù)�;為軸向段數(shù)���。
11�、4.2.3 軋輥軸對(duì)稱溫度場(chǎng)計(jì)算模型軋輥溫度場(chǎng)是求解軋輥熱凸度的前提����,即先從能量守恒觀點(diǎn)出發(fā)求解軋輥溫度場(chǎng)。體系增加的熱量使其內(nèi)能發(fā)生變化��,溫度升高��。根據(jù)式(4.9)求出軋輥溫度變化��。設(shè)溫度變化率為�,則在時(shí)間內(nèi),體積為的物體儲(chǔ)能變化與溫度變化之間的關(guān)系為:(4.21)式中���,為體系內(nèi)儲(chǔ)能量的變化��;為物質(zhì)密度��,��;c為物質(zhì)比熱���,����;為物體體積�,;為時(shí)間間隔����,���;為溫度變化率���,。由于對(duì)工作輥劃分了單元并且溫度變化的時(shí)間很短���,可把上式寫(xiě)為:(4.22)將式(4.9)帶入式(4.22)可得:(4.23)下面將以式(4.23)為基礎(chǔ)����,計(jì)算軋輥各層各段的溫度變化。軋輥單元熱流如圖4.4所示���,流入單元熱量為正���,流出
12、單元熱量為負(fù)���。圖4.4 單元熱流圖Fig. 4.4 Heat flow graph of elements(1) 0層0段軋輥溫度變化量計(jì)算數(shù)學(xué)模型(4.24)式中����,ftew0為第0層的單位熱容�,J/K;deltat為時(shí)間間隔���,deltat=1.0s�����。(2) 0段13層軋輥溫度計(jì)算數(shù)學(xué)模型(4.25)式中�����,ftewi為第i層的單位熱容���,J/K�。(3) 0層19段軋輥溫度變化量計(jì)算數(shù)學(xué)模型(4.26)(4) 13層其余段軋輥溫度變化量計(jì)算數(shù)學(xué)模型(4.27)式中��,deltat為時(shí)間間隔���,s��;tstep為溫度變化步長(zhǎng)���,3;dtmax為軋輥外面兩層各段溫差的最大值����,;ts1為上一次迭代計(jì)算軋輥溫度變
13�����、化累計(jì)時(shí)間���,s�;ts為軋輥溫度變化的累計(jì)時(shí)間��,s�����。在軋輥溫度場(chǎng)模擬計(jì)算中�����,用式(4.23)先求得軋輥在一定時(shí)間(給定初始值為1s)內(nèi)的溫度變化����,再以3.0為溫度變化步長(zhǎng)計(jì)算整個(gè)軋制時(shí)間內(nèi)軋輥溫度變化。并判斷軋輥溫度變化累計(jì)時(shí)間ts是否超過(guò)整個(gè)軋制時(shí)間timex����。若,則進(jìn)行下一個(gè)溫度步長(zhǎng)計(jì)算��,計(jì)算該步長(zhǎng)內(nèi)單元實(shí)際溫度��,直到���,其中�,時(shí)間步長(zhǎng)為最外兩層各段單元溫度變化最大時(shí)所需時(shí)間;當(dāng)剩余時(shí)間不足一個(gè)溫度步長(zhǎng)時(shí)���,則計(jì)算在剩余時(shí)間結(jié)束后單元溫差��,直到軋輥溫度計(jì)算結(jié)束�����。4.2.4 相關(guān)熱傳遞參數(shù)的確定軋制時(shí)冷卻液與工作輥間的熱傳遞系數(shù)���,對(duì)工作輥溫度場(chǎng)及熱凸度影響很大。圖4.5為國(guó)內(nèi)某1250mm熱連軋廠
14��、精軋機(jī)組工作輥冷卻系統(tǒng)圖��。軋制過(guò)程中的軋輥熱傳遞主要包括與空氣的自然對(duì)流換熱和與冷卻水的強(qiáng)制對(duì)流換熱�����?��?諝庾匀粚?duì)流換熱系數(shù)為=515W/(m2K)�����。圖4.5 軋輥冷卻水系統(tǒng)分布圖Fig. 4.5 Diagram of work roll cooling system distribution因?yàn)檐堓佒胁拷?jīng)常與高溫軋件接觸�,為降低軋輥熱凸度��,通過(guò)增大冷卻水流量的方法強(qiáng)化軋輥中部冷卻�����。圖4.6為軋輥冷卻水噴嘴的布置圖���,圖中各噴嘴傾斜角度皆為15�����。(a)(b)(c)(d)圖4.6 軋輥冷卻水噴嘴分布圖Fig. 4.6 Cooling water nozzles distribution(a) 入口上
15�����、噴水集管 (b) 入口下噴水集管 (c) 出口上噴水集管 (d) 出口下噴水集管軋輥溫度場(chǎng)和熱凸度計(jì)算精確與否���,主要依賴于邊界條件的確定。研究表明:軋輥與冷卻水的對(duì)流換熱系數(shù)與水的壓力�����、噴嘴與軋輥表面的距離、噴射角度以及噴射區(qū)內(nèi)水量密度密切相關(guān)���。4.2.4.1 工作輥表層各段與冷卻水熱傳遞系數(shù)的確定工作輥表層單元的軸向熱傳遞系數(shù)并不是恒定的�,在有鋼軋制和無(wú)鋼空過(guò)的狀態(tài)下其熱傳遞系數(shù)不同��。(1) 軋輥不與帶鋼接觸或無(wú)鋼時(shí)與冷卻水間的對(duì)流換熱系數(shù)軋輥中部(4.28)式中��,aa0為水冷狀態(tài)及單元位置對(duì)換熱系數(shù)的影響系數(shù)�����;aa1為水冷狀態(tài)及單元位置對(duì)換熱系數(shù)的影響增益系數(shù)�;rwc為軋輥與水的對(duì)流換熱系
16、數(shù)���,W/(m2K)��;其值見(jiàn)表3.1�;twd為軋輥直徑�,m;aew為軋輥單元長(zhǎng)度��,mm;fht為修正系數(shù)�,取值為0.6;alp為帶鋼咬入角����,弧度�����;dh為帶鋼壓下量��,mm���;he為入口帶鋼厚度�,mm�����;ha為出口帶鋼厚度��,mm�����;Dw為工作輥直徑,m���。軋輥其他位置:(4.29)式中���,aeep(m)為軋輥m段與軋輥中部距離,aeep0=aew/2����,mm;htc(n)為不同水冷狀態(tài)對(duì)熱傳遞系數(shù)的影響系數(shù)���;dprl(n)為插值運(yùn)算時(shí)的固定距離����,mm�����;n為表層m段單元右端點(diǎn)坐標(biāo)對(duì)應(yīng)換熱系數(shù)的寬度等級(jí)�,08。表4.1 各機(jī)架上軋輥與水的對(duì)流換熱系數(shù), W/(m2K)Table 4.1 Heat exchange
17���、coefficient between work roll and water, W/(m2K)n123456rwc163001500014000150001000010000(2) 軋輥與帶鋼接觸段的熱傳導(dǎo)系數(shù)軋輥中部(4.30)式中��,aa0為水冷狀態(tài)及單元位置對(duì)熱傳遞系數(shù)的影響系數(shù)����;aa1為水冷狀態(tài)及單元位置對(duì)熱傳遞系數(shù)的影響增益系數(shù);rwc為軋輥與冷卻水間的對(duì)流換熱系數(shù)��,W/(m2K)�����;其值如表4.1所示���;twd為軋輥直徑,m�;aew為軋輥單元長(zhǎng)度,mm����。軋輥其它位置(4.31)式中,aeep(m)為軋輥m段與軋輥中部距離�����,mm;htc(n)為不同水冷狀態(tài)及單元位置的影響系數(shù)�;dprl(
18、n)為插值運(yùn)算時(shí)固定的距離��,mm����;n為寬度等級(jí)。4.2.4.2 軋輥與帶鋼間熱傳導(dǎo)系數(shù)的確定軋輥與帶鋼間熱傳導(dǎo)系數(shù)按下式計(jì)算(4.32)式中�,rstr為軋輥壓扁半徑,mm���;dh為帶鋼壓下量�,mm��;szu為活套包角引起的帶鋼與軋輥接觸長(zhǎng)度���,mm���;aew為軋輥單元長(zhǎng)度;alp為帶鋼咬入角���,弧度�����;bz為軋輥與帶鋼接觸時(shí)間�,s;rstr為軋輥壓扁半徑���,mm���;vausi為軋輥線速度,m/s����;dpct為插值計(jì)算時(shí)的固定時(shí)間,s����;htfv為插值計(jì)算時(shí)與接觸時(shí)間相關(guān)的熱傳遞系數(shù)��,W/(m2K)��;n為時(shí)間等級(jí)�。軋輥壓扁半徑的計(jì)算:(4.33)式中,Dw為軋機(jī)工作輥直徑���,m���;prf為預(yù)測(cè)軋制力����,N�����;sw為帶鋼寬度
19�����、����,m;c為與軋輥材質(zhì)相關(guān)的系數(shù)(Cr輥為0.0225�,其他輥為0.0273),mm2/kN��;為泊松比�;為彈性模量,kN/mm2�����;dh為帶鋼壓下量,mm�����。軋輥與帶鋼接觸長(zhǎng)度的計(jì)算�����,對(duì)于第一個(gè)工作機(jī)架:(4.34)對(duì)于最后一個(gè)工作機(jī)架:(4.35)式中���,alpe=alpp-alpg�,度����;alpg=alp180/p,度���;alpp=2.5對(duì)于中間工作機(jī)架:(4.36)式中,skpa與skpe同上��。4.2.4.3 軋輥徑向?qū)娱g熱傳導(dǎo)系數(shù)的確定(4.37)(4.38)(4.39)式中�,emi為工作輥各層單元中心點(diǎn)半徑的計(jì)算���,m;r��,rg�����,rk��,rkk為各層半徑����,mm;di為工作輥各層單元與外側(cè)相鄰單元中點(diǎn)
20�����、距離�,m;coeff(i)為工作輥單元徑向?qū)嵯禂?shù)����,其值見(jiàn)表4.2;am(i)為工作輥單元徑向熱傳導(dǎo)率計(jì)算中間參數(shù)����,W/(mK)�;aew為軋輥各段單元長(zhǎng)度�,mm;trli為軋輥第i層的厚度�,mm,如圖4.7所示����。表4.2 軋輥各層換熱系數(shù), W/(m2K)Table 4.2 Heat exchange coefficient of each roll layer, W/(m2K)層數(shù)0123換熱系數(shù)44.43821.621.6圖4.7 各層單元厚度及半徑Fig. 4.7 Elements thickness and radius of each roll layer4.2.4.4 軋輥軸向段間
21、熱傳導(dǎo)系數(shù)的確定軋輥軸向段間熱傳導(dǎo)系數(shù)如下式所示:(4.40)(4.41)4.2.4.5 軋輥各層單元熱容的計(jì)算第i層單元的單位熱容為:(4.42)式中�����,fff為軋輥比重kg/m3����;shc為軋輥材料的比熱,kJ/(kgK)���。4.2.4.6 軋輥與空氣間熱交換系數(shù)的確定(4.43)(4.44)式中�,rac(i)為軋輥與空氣熱交換系數(shù)�,為10.0W/(m2k)���;dri為工作輥第i層單元厚度�����,mm����。4.2.5 軋輥熱凸度計(jì)算模型軋輥熱膨脹可近似用下式計(jì)算:(4.45)式中,為軋輥橫截面內(nèi)平均溫度變化�����,���;為軋輥線膨脹系數(shù)���,10-3/;為泊松比����;為軋輥即時(shí)溫度,���;為軋輥原始溫度�,。對(duì)于軋輥的每層單元�,根
22、據(jù)式(4.45)可得軋輥熱膨脹計(jì)算模型:(4.46)式中����,為軋輥初始溫度;分別為0���、1���、2和3層的半徑,即為軋輥半徑��。對(duì)于軋輥的每層單元是一個(gè)常數(shù)����,由上式可得:(4.47)根據(jù)上式可得軋輥各段熱凸度計(jì)算模型:(4.48)式中,為軋輥第i層第k段的溫度�����,��;為軋輥第k段熱膨脹量,mm���;為軋輥第k段的實(shí)際熱膨脹量,mm��;rt為軋輥溫度��,����;timex為整個(gè)軋制過(guò)程時(shí)間,s�����;twd為工作輥的直徑���,m����;dsoll為距離結(jié)束軋輥溫度的計(jì)算時(shí)間�����,s;fcewtc為溫度變化引起的斷面膨脹面積��,mmm�����;coeffpz(i)為軋輥第i層熱膨脹系數(shù)�,10-3/,見(jiàn)表4.3���。表4.3 軋輥各層熱膨脹系數(shù)coeff(i)
23����、, 10-3/Table 4.3 Heat expansion coefficient of each roll layer coeff(i), 10-3/層數(shù)(i)0123Cr 輥0.01170.01180.01200.0120鑄鐵輥0.01170.0110.01020.0102若考慮軋輥橫移����,那么軋輥中心相對(duì)于帶鋼左右參考點(diǎn)對(duì)應(yīng)的輥身處的軋輥熱凸度可用下式表示:(4.49)式中,����、分別為左右參考點(diǎn)熱膨脹,mm��;為軋輥中心線處的熱膨脹�,mm���;、為左側(cè)參考點(diǎn)所在單元兩側(cè)節(jié)點(diǎn)的熱膨脹����,mm;�����、為左側(cè)參考點(diǎn)所在單元兩側(cè)節(jié)點(diǎn)與軋輥中心線距離���,mm;���、為右側(cè)參考點(diǎn)所在單元兩側(cè)節(jié)點(diǎn)的熱凸度��,mm�����;�����、為右
24�����、側(cè)參考點(diǎn)所在單元兩側(cè)節(jié)點(diǎn)與軋輥中心線距離�,mm;��、為左右側(cè)參考點(diǎn)與工作輥中線的距離�,mm;B為帶鋼的寬度���,m���;為參考點(diǎn)距帶鋼邊部距離,mm���。4.2.6 軋輥溫度場(chǎng)及熱凸度計(jì)算流程軋輥溫度場(chǎng)及熱凸度基本模型建立后�,用C+語(yǔ)言編制了軋輥溫度場(chǎng)及熱凸度離線模擬計(jì)算程序��,計(jì)算流程如圖4.8所示���。圖4.8 軋輥溫度場(chǎng)及熱凸度計(jì)算流程圖Fig. 4.8 Calculation flow chart of roll temperature field and thermal crown4.3 軋輥表面溫度及熱膨脹實(shí)驗(yàn)通過(guò)軋輥表面溫度及熱膨脹實(shí)驗(yàn)����,將程序計(jì)算結(jié)果與實(shí)測(cè)數(shù)據(jù)進(jìn)行比較,優(yōu)化模型參數(shù)���,提高模型精度�����。
25����、4.3.1 實(shí)驗(yàn)步驟現(xiàn)以F6為例���,說(shuō)明實(shí)驗(yàn)主要步驟:(1) 實(shí)驗(yàn)開(kāi)始軋制第一卷帶鋼時(shí),F(xiàn)6輥型即為磨床磨削后的初始輥型���。為盡可能使軋制過(guò)程緊湊��,并考慮到軋制時(shí)間對(duì)軋輥溫度場(chǎng)及熱凸度的影響�,在實(shí)驗(yàn)開(kāi)始約兩個(gè)小時(shí)后���,快速關(guān)閉F6機(jī)架冷卻水�,迅速抽出上下輥,保證軋制結(jié)束后軋輥冷卻水作用F6任一軋輥的時(shí)間不超過(guò)3分鐘����。(2) 將軋輥表面冷卻水擦凈,采用測(cè)溫筆快速測(cè)量軋輥表面溫度����,測(cè)量間距為50mm,方向與磨床磨削軋輥方向一致���,同一軋輥沿不同路徑測(cè)量?jī)纱?��,兩次路徑間的軋輥圓心角應(yīng)接近180度。(3) 測(cè)量F6冷卻水溫度及周?chē)諝鉁囟取?4) 吊離軋輥����,拆除軋輥軸承座,將軋輥固定在磨床上��。在磨削前�,采用步
26、驟(2)的方法測(cè)量軋輥表面溫度���,但這兩次測(cè)量路徑需避開(kāi)吊離軋輥時(shí)夾具與軋輥接觸的區(qū)域���。用磨床測(cè)量當(dāng)前狀態(tài)軋輥輥型曲線����,間距為10mm���。(5) 吊離軋輥����,安裝軸承座��,對(duì)軋輥進(jìn)行34個(gè)小時(shí)水冷�,冷卻至室溫。擦凈輥輥身表面冷卻水�,采用步驟2的方法測(cè)量軋輥表面溫度��。(6) 拆除軋輥軸承座���,將軋輥固定在磨床上�����,用磨床再次測(cè)量輥型曲線����,間距為10mm。(7) 實(shí)驗(yàn)結(jié)束�����,整理如下文件:軋輥上機(jī)前輥型����,下機(jī)后測(cè)量輥型及磨削前輥型數(shù)據(jù)文件及軋輥表面溫度檢測(cè)數(shù)據(jù)文件。4.3.2 實(shí)驗(yàn)軋制規(guī)程此實(shí)驗(yàn)共軋制101卷帶鋼��。帶鋼寬度及出口厚度如圖4.9所示�,帶鋼寬度變化范圍為10101020mm,出口厚度變化范圍為2.5
27����、4.0mm。圖4.9 帶鋼寬度與出口帶鋼厚度變化Fig. 4.9 Variation of strip width and thickness at exit4.3.3 實(shí)驗(yàn)結(jié)果4.3.3.1 軋輥表面溫度圖4.10為各架軋輥表面溫度分布圖�����。圖4.10 各架軋輥表面溫度Fig. 4.10 Roll surface temperature of different stand圖4.11為軋制結(jié)束后F6軋輥各層(第3層為軋輥表層)溫度及表層實(shí)測(cè)溫度����。圖4.11 F6軋輥各層溫度及表層實(shí)測(cè)溫度Fig. 4.11 Temperature of F6 roll layers and roll surfa
28���、ce measurement由圖4.10可知,在軋制結(jié)束后����,在相同的輥身位置F2表面溫度最高,F(xiàn)6表面溫度最低���。F1F6表面最高溫度均發(fā)生在帶鋼與輥身接觸中心區(qū)域�����。其最高溫度分別為:86��、90���、88、88����、83和79�。由圖4.11可知,在F6軋輥與帶鋼接觸區(qū)域�����,軋輥溫度由表及里逐漸降低;在與帶鋼非接觸區(qū)域��,軋輥溫度由表及里逐漸升高�。軋輥表面溫度計(jì)算值與測(cè)量值吻合較好,在輥身相同部分�,最大溫差不超過(guò)3。4.3.3.2 軋輥表面熱膨脹圖4.12為F6軋輥表面熱膨脹計(jì)算值與實(shí)測(cè)值��。由圖4.12可知��,軋輥表面熱膨脹計(jì)算值與實(shí)測(cè)值吻合較好��。在距軋輥中心458mm位置處兩者差值最大�,為4m。圖4.12 F
29���、6軋輥表面熱膨脹計(jì)算值與實(shí)測(cè)值(半徑方向)Fig. 4.12 Calculation and measurement of F6 roll surface expansion (in radius direction)圖4.13為各架軋輥表面半徑方向熱膨脹示意圖�����。由圖4.13可知�,在輥身相同部位,F(xiàn)2軋輥表面熱膨脹值最大�,F(xiàn)6軋輥表面熱膨脹值最小。在帶鋼與軋輥接觸端部區(qū)域����,軋輥表面熱膨脹值下降較明顯。F1F6軋輥表面中心最大熱膨脹量分別為:92���、96����、89����、87、80和77m���。圖4.13 各架軋輥表面熱膨脹(半徑方向)Fig. 4.13 Roll surface expansion of ea
30���、ch stand (in radius direction)圖4.14為軋制每卷帶鋼時(shí)F2和F6軋輥表面中心熱膨脹量。圖4.14 F2及F6軋輥表面中心熱膨脹變化(半徑方向)Fig. 4.14 Roll surface middle expansion of F2 and F6 (in radius direction)由圖4.14可知�,F(xiàn)2和F6軋輥表面中心熱膨脹量變化規(guī)律大致相同。在整個(gè)軋制規(guī)程中��,當(dāng)軋制41卷帶鋼時(shí)����,F(xiàn)2和F6軋輥表面中心熱膨脹量達(dá)到最大,分別為101和80m�����。在軋制42��、56�、67和78卷時(shí)軋輥表面中心熱膨脹量下降較快,這是因?yàn)橹八鋾r(shí)間較長(zhǎng)的緣故�。隨著帶鋼卷數(shù)的增加,軋輥內(nèi)部的溫度場(chǎng)趨于平衡�,軋輥表面中心熱膨脹量也趨于穩(wěn)定。4.4 本章小結(jié)(1) 采用有限差分法��,建立了軸對(duì)稱軋輥溫度場(chǎng)及熱膨脹數(shù)學(xué)模型�����,采用C+高級(jí)程序語(yǔ)言編制了離線模擬程序���。(2) 進(jìn)行了軋輥熱凸度實(shí)驗(yàn)�,并與程序計(jì)算結(jié)果進(jìn)行了比較,兩者吻合較好��,證明了所建立的軋輥溫度場(chǎng)及熱凸度模型具有較高的計(jì)算精度���。(3) 一個(gè)軋制周期結(jié)束后��,F(xiàn)1F6各架軋輥表面最高溫度分別為86�����、90����、88���、88�、83和79�����;軋輥表面中心熱膨脹量分別為92����、96�、89�、87、80和77m�����。隨著軋制帶鋼卷數(shù)的增加��,軋輥表面熱膨脹量變化趨于穩(wěn)定����。
 第4章熱連軋機(jī)軋輥溫度場(chǎng)及熱凸度研究
第4章熱連軋機(jī)軋輥溫度場(chǎng)及熱凸度研究