《不銹鋼儲(chǔ)罐檢驗(yàn)計(jì)劃》由會(huì)員分享,可在線閱讀��,更多相關(guān)《不銹鋼儲(chǔ)罐檢驗(yàn)計(jì)劃(3頁(yè)珍藏版)》請(qǐng)?jiān)谘b配圖網(wǎng)上搜索�����。
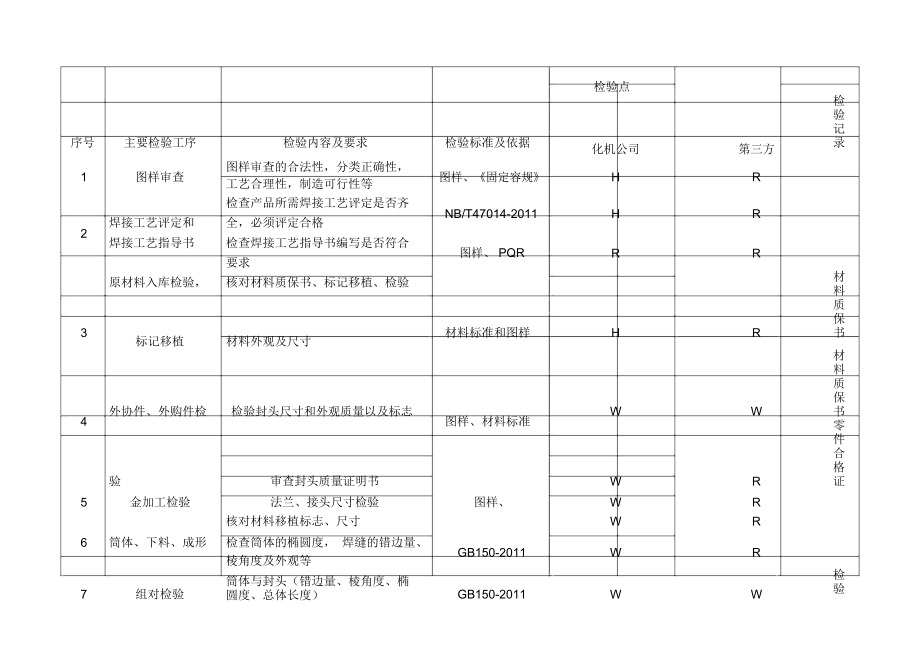
1���、序號(hào)主要檢驗(yàn)工序檢驗(yàn)內(nèi)容及要求檢驗(yàn)標(biāo)準(zhǔn)及依據(jù)檢驗(yàn)點(diǎn)備注化機(jī)公司第三方檢驗(yàn)記錄1圖樣審查圖樣審查的合法性�,分類正確性���,圖樣��、固定容規(guī)HR工藝合理性�,制造可行性等檢查產(chǎn)品所需焊接工藝評(píng)定是否齊NB/T47014-2011HR焊接工藝評(píng)定和全,必須評(píng)定合格2焊接工藝指導(dǎo)書檢查焊接工藝指導(dǎo)書編寫是否符合圖樣���、 PQRRR要求3原材料入庫(kù)檢驗(yàn),核對(duì)材料質(zhì)保書���、標(biāo)記移植�、檢驗(yàn)材料標(biāo)準(zhǔn)和圖樣HR材料質(zhì)保書標(biāo)記移植材料外觀及尺寸4外協(xié)件��、外購(gòu)件檢檢驗(yàn)封頭尺寸和外觀質(zhì)量以及標(biāo)志圖樣����、材料標(biāo)準(zhǔn)WW材料質(zhì)保書驗(yàn)審查封頭質(zhì)量證明書WR零件合格證5金加工檢驗(yàn)法蘭、接頭尺寸檢驗(yàn)圖樣���、WR核對(duì)材料移植標(biāo)志���、尺寸WR6筒體、
2�����、下料���、成形檢查筒體的橢圓度����, 焊縫的錯(cuò)邊量、GB150-2011WR棱角度及外觀等7組對(duì)檢驗(yàn)筒體與封頭(錯(cuò)邊量�����、棱角度�、橢GB150-2011WW檢驗(yàn)記錄表圓度、總體長(zhǎng)度)9筒體劃線開(kāi)孔劃線開(kāi)孔位置HW施焊焊工資格RR檢查坡口尺寸�、坡口清潔狀況WR10產(chǎn)品焊接檢查施焊所用焊材圖樣、固定容規(guī)WR焊接記錄焊接實(shí)際工藝參數(shù)(電流�、電壓、WR焊速和層間溫度等)檢查焊縫外觀質(zhì)量(表面成型�、焊腳)WR11無(wú)損檢測(cè)無(wú)損探傷人員資格JB4730-2005WRRT 報(bào)告12 設(shè)備最終檢驗(yàn)13水壓試驗(yàn)酸洗鈍化、藍(lán)點(diǎn)檢14測(cè)15油漆16銘牌校對(duì)17 發(fā)運(yùn)準(zhǔn)備及標(biāo)志18竣工圖19 產(chǎn)品質(zhì)量證明書20 產(chǎn)品監(jiān)檢證書說(shuō)明
3�、: W:見(jiàn)證點(diǎn)筒體 A 焊逢 20級(jí)合格、 B 類HR焊逢 100%檢測(cè)��,級(jí)合格設(shè)備外觀尺寸����、焊縫表面質(zhì)量等固定容規(guī)、WW設(shè)備外觀表面質(zhì)量檢查WW尺寸記錄表GB150-2011���、圖樣設(shè)備檢驗(yàn)文件審核符合要求WW水壓試驗(yàn)用水氯離子含量 25mg/L固定容規(guī)��、WH檢查設(shè)備�����,水壓試驗(yàn)和保壓時(shí)間以GB150-2011�����、圖樣WH試驗(yàn)報(bào)告及泄漏情況等設(shè)備不銹鋼表面進(jìn)行酸洗鈍化WW酸洗鈍化報(bào)告酸洗后表面進(jìn)行藍(lán)點(diǎn)檢測(cè)WW油漆表面狀況及漆膜厚度WW產(chǎn)品銘牌內(nèi)容正確圖樣RR復(fù)印件產(chǎn)品包裝����、防護(hù)檢查JB/T4711-2003WR編制產(chǎn)品竣工圖�,核對(duì)竣工圖的符固定容規(guī)WR竣工圖合性核對(duì)相關(guān)數(shù)據(jù)的正確性固定容規(guī)RH產(chǎn)品質(zhì)量證明書監(jiān)檢部門審核產(chǎn)品資料,發(fā)放監(jiān)檢固定容規(guī)RR監(jiān)檢證書證書H:停止點(diǎn)R:審核點(diǎn)
 不銹鋼儲(chǔ)罐檢驗(yàn)計(jì)劃
不銹鋼儲(chǔ)罐檢驗(yàn)計(jì)劃