《華中科技大學(xué)金工實(shí)習(xí) 車工實(shí)習(xí) 榔頭柄加工工藝卡模板》由會員分享���,可在線閱讀,更多相關(guān)《華中科技大學(xué)金工實(shí)習(xí) 車工實(shí)習(xí) 榔頭柄加工工藝卡模板(3頁珍藏版)》請?jiān)谘b配圖網(wǎng)上搜索���。
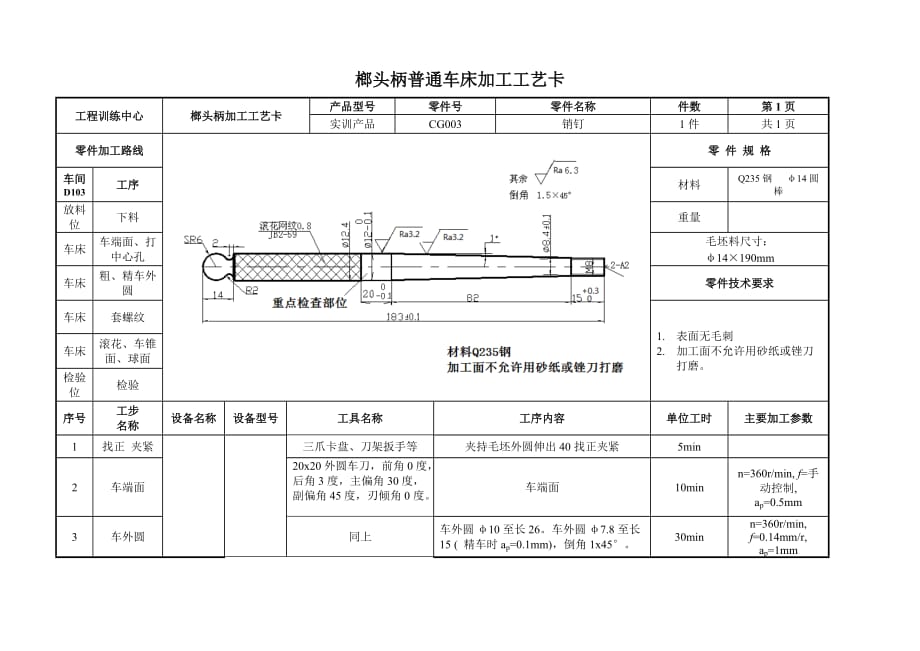
1���、榔頭柄普通車床加工工藝卡
工程訓(xùn)練中心
榔頭柄加工工藝卡
產(chǎn)品型號
零件號
零件名稱
件數(shù)
第1頁
實(shí)訓(xùn)產(chǎn)品
CG003
銷釘
1件
共1頁
零件加工路線
零 件 規(guī) 格
車間
D103
工序
材料
Q235鋼 φ14圓棒
放料位
下料
重量
車床
車端面、打中心孔
毛坯料尺寸:
φ14190mm
車床
粗���、精車外圓
零件技術(shù)要求
車床
套螺紋
1. 表面無毛刺
2. 加工面不允許用砂紙或銼刀打磨���。
車床
滾花、車錐面���、球面
檢驗(yàn)位
檢驗(yàn)
序號
工步
名稱
設(shè)備名稱
設(shè)備型號
工具名稱
工序內(nèi)容
2���、
單位工時(shí)
主要加工參數(shù)
1
找正 夾緊
普通車床
C6132A
三爪卡盤���、刀架扳手等
夾持毛坯外圓伸出40找正夾緊
5min
2
車端面
20x20外圓車刀,前角0度���,后角3度���,主偏角30度,副偏角45度���,刃傾角0度���。
車端面
10min
n=360r/min, f=手動(dòng)控制,
ap=0.5mm
3
車外圓
同上
車外圓φ10至長26。車外圓φ7.8至長15 ( 精車時(shí)ap=0.1mm)���,倒角1x45���。
30min
n=360r/min, f=0.14mm/r,
ap=1mm
4
打中心孔
φ5中心鉆
打中心孔
10min
n=9
3���、58r/min
手動(dòng)
5
套螺紋
M8板牙和套筒
套絲M8x15
20min
n=43r/min, f=螺距P/r,
ap=0.65xP
6
切斷
4x20切斷刀���,前角0度,后角5度���,主偏角90度,副偏角3度���,刃傾角0度���。
調(diào)頭夾持測量長度183.5,用切斷刀切斷���。
20min
n=360r/min,
f=手動(dòng)控制,
ap=4mm
7
車端面
20x20外圓車刀���。
車端面
n=360r/min, f=手動(dòng)控制,
ap=0.5mm
8
打中心孔
φ5中心鉆
打中心孔
10min
n=958r/min
手動(dòng)
9
車外圓
20x2
4、0外圓車刀���。
三爪卡盤夾持φ10圓柱段���,另一端用活頂尖頂緊。車φ12.8至長100.
30 min
n=360r/min, f=0.3mm/r,
ap=0.6mm
10
滾花
0.8的滾花刀
三爪卡盤夾持φ10圓柱段���,另一端用活頂尖頂緊���。滾花φ12.8至長80.
20 min
n=248r/min, f=0.28mm/r,
ap=花紋深度
11
車外圓
20x20外圓車刀
掉頭三爪卡盤夾持φ12.8圓柱段深度10 ���,另一端用活頂尖頂緊。從φ10臺階起車φ12至長101���,精車時(shí) ap=0.2���。
20 min
n=360r/min, f=0.14mm/r,
ap
5、=0.8mm
12
車錐面
20x20外圓車刀
從M8臺階起用小托板轉(zhuǎn)位法���,轉(zhuǎn)位1度���,車長82的錐面,精車時(shí) ap=0.2���。
40 min
n=360r/min, f=手動(dòng)控制
ap=0.8mm
13
車球面
半徑6的成形刀
掉頭φ12.8圓柱段使伸出長度40���,用成形刀找正車球面。
10 min
n=248r/min, f=手動(dòng)控制
ap=14mm
14
檢驗(yàn)
0~150mm游標(biāo)卡尺
5min
總長182.8���,圓柱段直徑11.95,長度19.9. 表面粗糙度Ra3.2
編制
張三
審核
批準(zhǔn)
編制日期
2015.3
 華中科技大學(xué)金工實(shí)習(xí) 車工實(shí)習(xí) 榔頭柄加工工藝卡模板
華中科技大學(xué)金工實(shí)習(xí) 車工實(shí)習(xí) 榔頭柄加工工藝卡模板