《核電站設(shè)備可靠性及失效分析國際研討會核電站陰極保護(hù)系統(tǒng)用犧牲陽極失效模式分析》由會員分享�,可在線閱讀,更多相關(guān)《核電站設(shè)備可靠性及失效分析國際研討會核電站陰極保護(hù)系統(tǒng)用犧牲陽極失效模式分析(4頁珍藏版)》請在裝配圖網(wǎng)上搜索。
1���、核電站陰極保護(hù)系統(tǒng)用犧牲陽極失效模式分析
劉曉軍�����,劉飛華
(蘇州熱工研究院���,江蘇 蘇州 215004)
摘要:濱海核電站開式循環(huán)冷卻水系統(tǒng)多采用海水作為冷卻介質(zhì),由海水引起的腐蝕直接威脅系統(tǒng)安全可靠性����,犧牲陽極陰極保護(hù)系統(tǒng)作為控制海水腐蝕最佳方案之一被廣泛應(yīng)用,然而直接決定陰極保護(hù)系統(tǒng)可靠性的犧牲陽極材料在國內(nèi)多個核電站出現(xiàn)失效問題����。本文通過對犧牲陽極材料工作電位、電容量�、電流效率、溶解狀況等電化學(xué)性能和材料化學(xué)成分進(jìn)行分析���,并對犧牲陽極制造原材料進(jìn)行分析���,結(jié)合犧牲陽極制造工藝對失效模式進(jìn)行了研究����。雜質(zhì)元素含量超標(biāo)��、活性組分添加量不足�、元素分布不均勻、制造原材料不符合標(biāo)準(zhǔn)等因素是造成犧牲
2�����、陽極失效的根本原因�。針對犧牲陽極材料的各種失效模式提出了控制方案。
關(guān)鍵詞:陰極保護(hù) 犧牲陽極 失效模式
核電站多分布在沿海地區(qū)�,利用敞開式海水作為冷卻劑可以有效解決解決淡水資源匱乏問題,但海水是腐蝕性極強的介質(zhì)����,必然會對系統(tǒng)中的金屬結(jié)構(gòu)產(chǎn)生嚴(yán)重的腐蝕����。單純防腐層由于涂層本身孔隙、施工過程中帶來的缺陷等使得不能完全阻止腐蝕發(fā)生����,防腐層和陰極保護(hù)聯(lián)合保護(hù)方式被實踐證明是非常有效的防腐手段����,可以彌補防腐層本身缺陷[1]����。犧牲陽極是犧牲陽極陰極保護(hù)系統(tǒng)中直接決定系統(tǒng)可靠性的部件,而犧牲陽極材料在國內(nèi)多個核電站出現(xiàn)失效問題�����。為此本文重點對出現(xiàn)的犧牲陽極失效案例進(jìn)行分析�����,并提出相應(yīng)的控制
3�����、措施�����。
1 犧牲陽極失效模式分析
1.1雜質(zhì)元素含量超標(biāo)
某電站循環(huán)水系統(tǒng)所用鋁合金犧牲陽極(A14型)經(jīng)過一個大修周期運行后�,溶解狀況極差,表面基本未發(fā)生溶解����。按照GB/T17848要求對其電化學(xué)性能進(jìn)行測試���,犧牲陽極電化學(xué)性能及標(biāo)準(zhǔn)要求見表1.
表1 鋁合金犧牲陽極電化學(xué)性能
Tab1 Electrochemical property of aluminum sacrificial anodes
開路電位/V
工作電位/V
電容量
Ahkg-1
電流效率%
消耗率
kg(Aa)-1
樣品
-1.02
-0.91
~-0.92
964.6
33.
4、3
9.08
標(biāo)準(zhǔn)
-1.18
~-1.10
-1.12
~-1.05
≥2400
≥85
≤3.65
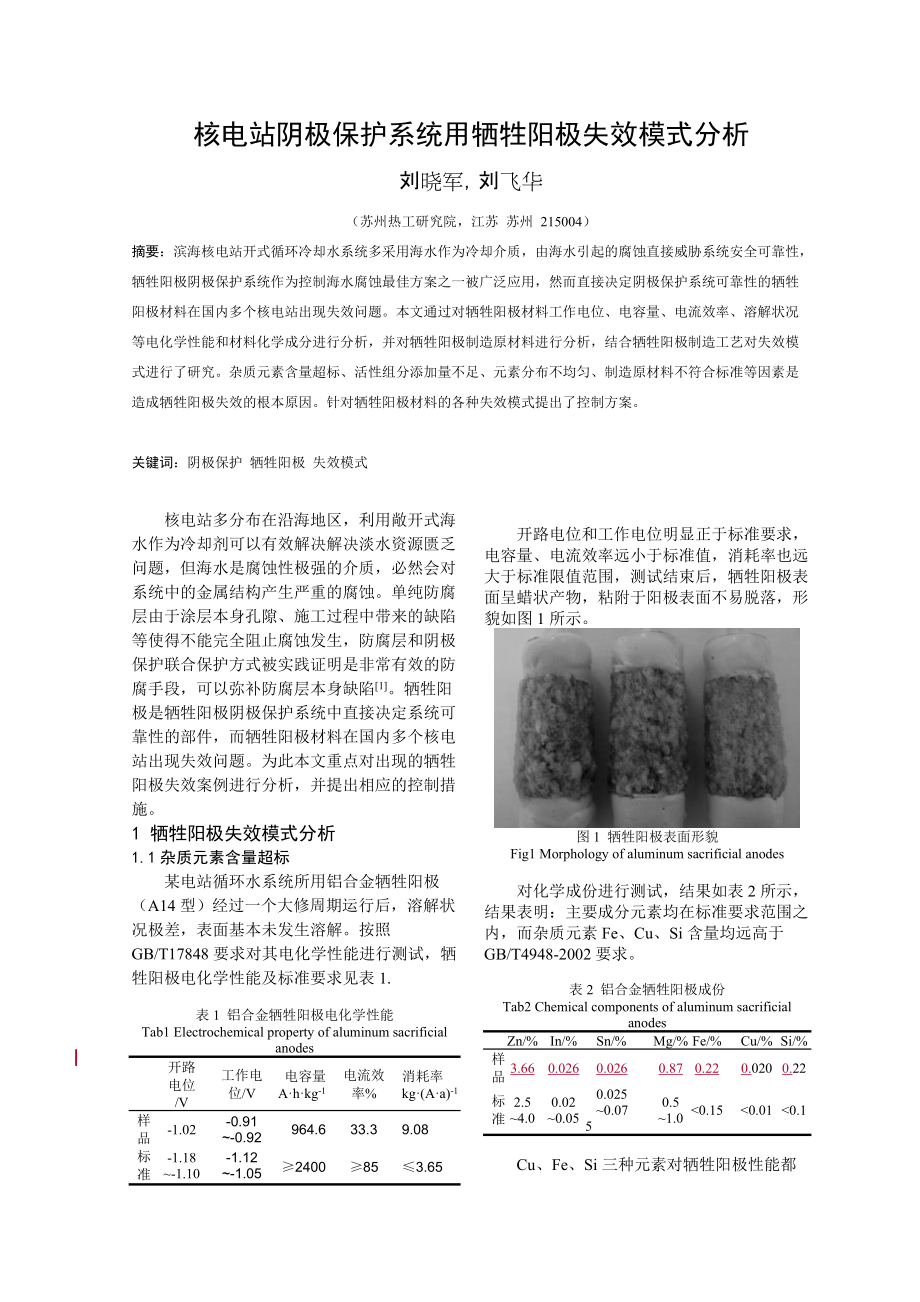
開路電位和工作電位明顯正于標(biāo)準(zhǔn)要求�,電容量、電流效率遠(yuǎn)小于標(biāo)準(zhǔn)值����,消耗率也遠(yuǎn)大于標(biāo)準(zhǔn)限值范圍,測試結(jié)束后�����,犧牲陽極表面呈蠟狀產(chǎn)物��,粘附于陽極表面不易脫落��,形貌如圖1所示�。
圖1 犧牲陽極表面形貌
Fig1 Morphology of aluminum sacrificial anodes
對化學(xué)成份進(jìn)行測試��,結(jié)果如表2所示���,結(jié)果表明:主要成分元素均在標(biāo)準(zhǔn)要求范圍之內(nèi)�����,而雜質(zhì)元素Fe����、Cu、Si含量均遠(yuǎn)高于GB/T4948-2002要求����。
表2 鋁合
5、金犧牲陽極成份
Tab2 Chemical components of aluminum sacrificial anodes
Zn/%
In/%
Sn/%
Mg/%
Fe/%
Cu/%
Si/%
樣品
3.66
0.026
0.026
0.87
0.22
0.020
0.22
標(biāo)準(zhǔn)
2.5
~4.0
0.02
~0.05
0.025
~0.075
0.5
~1.0
<0.15
<0.01
<0.1
Cu���、Fe��、Si三種元素對犧牲陽極性能都存在負(fù)面效應(yīng)���。Lemieux[2]等研究表明銅含量超標(biāo)后,鋁合金犧牲陽極表面會生成附著力強
6���、的腐蝕產(chǎn)物���,阻止?fàn)奚枠O進(jìn)一步溶解,造成犧牲陽極不溶解或溶解不均勻�;Fe元素是鋁合金有害的天然雜質(zhì)����,有研究表明鐵濃度高于0.12%時不管是固溶態(tài)還是金屬間化合物形式(Al6Fe�,Al3Fe)存在,都會形成陰極相�����,使電位正移����,電流效率由于析氫損耗而大大降低[3],同時�,F(xiàn)e元素會阻止In元素在鋁合金中的擴(kuò)散,使得In不能起到活化作用���。J.T. Reding和J.J.Newport 研究表明中指出純度高于99.9%的鋁必須詳細(xì)說明合金的熔煉工藝�,如果鋁純度降到99.7%�,則犧牲陽極電流效率將會由90%降為70%[4]。Si在鋁合金中溶解度很小�����,I. Gurrappa等[5]中指出過量的Si會導(dǎo)致電
7�、位升高,同時與Fe�����、Al形成Fe2SiAl8陰極相�,降低電流效率。
1.2活性組分添加量不足
某電站采購的備用鋁合金犧牲陽極(A21型)按照GB/T17848要求對其電化學(xué)性能進(jìn)行測試時�,發(fā)現(xiàn)犧牲陽極電化學(xué)性能部分不滿足標(biāo)準(zhǔn)要求,電化學(xué)性能參數(shù)見表3.
表3 鋁合金犧牲陽極電化學(xué)性能
Tab3 Electrochemical property of aluminum sacrificial anodes
開路電位/V
工作電位/V
電容量
Ahkg-1
電流效率%
消耗率
kg(Aa)-1
樣品
-1.06
-0.98
~-1.05
2708.2
9
8���、3.5
3.23
標(biāo)準(zhǔn)
-1.18
~-1.10
-1.12
~-1.05
≥2600
≥90
≤3.37
電容量�、電流效率��、消耗率均在標(biāo)準(zhǔn)限值范圍內(nèi)���,但開路電位和工作電位明顯正于標(biāo)準(zhǔn)要求�。陰極保護(hù)過程中電流驅(qū)動力來自于犧牲陽極工作電位與被保護(hù)物極化電位(達(dá)到保護(hù)保護(hù)要求極化電位相對飽和硫酸銅參比電極達(dá)到-0.85V)之差����,一般認(rèn)為0.25V,犧牲陽極工作電位偏正將導(dǎo)致陰極保護(hù)中驅(qū)動電位較小�,會減小輸出電流,影響陰極保護(hù)效果。測試結(jié)束后�,犧牲陽極表面形貌如圖1(B)所示,雖然產(chǎn)物全部脫落�,但表面大部分區(qū)域不均勻。
圖2 犧牲陽極表面形貌
Fig2 Morphol
9�、ogy of aluminum sacrificial anodes
對化學(xué)成份進(jìn)行測,試結(jié)果如表2所示�����,結(jié)果表明:雜質(zhì)元素均在標(biāo)準(zhǔn)要求范圍之內(nèi)�����,而In�����、Zn含量低于標(biāo)準(zhǔn)范圍�。鋁表面本身容易在環(huán)境中鈍化膜,而作為犧牲陽極要求其必須有一定的電化學(xué)活性�����,因此一般加入合金元素以破壞表面鈍化膜��,達(dá)到活化目的,同時降低其工作電位�����,為增大陰極保護(hù)驅(qū)動力�����。當(dāng)In含量偏低時���,起不到對表面的活化作用,導(dǎo)致表面鈍化后不再溶解���。
表4 鋁合金犧牲陽極成份
Tab4 Chemical components of aluminum sacrificial anodes
Zn/%
In/%
Mg/
10��、%
Ti/%
Fe/%
Cu/%
Si/%
樣品
3.50
0.009
0.71
0.020
0.081
0.001
0.074
標(biāo)準(zhǔn)
4.0
~7.0
0.02
~0.05
0.50
~1.50
0.01
~0.08
<0.15
<0.01
<0.1
通常加入的合金元素主要有以下目的:1.提高負(fù)電位[6]:合金元素Zn��、Cd�、Mg 等單獨添加�����,可使鋁的電位變負(fù)0.1~0.3V�����;Sn、In 等元素單獨添加��,只要很少量就可使鋁的電位變負(fù)0.3~0.9V�����;2.表面活化作用[7,8]:合金元素Zn����、In、Cd 等合金元素可減少Al 表面鈍化薄膜的
11�����、生成能力����,增加晶格參數(shù),使鋁合金長期保持活性���;3.防止鋁陽極鑄造時產(chǎn)生裂紋[7]:合金元素Ti 的單獨或兩種以上添加可以細(xì)化晶粒�,能夠徹底避免鑄造裂紋的產(chǎn)生����;4.改善溶解性能[7]:合金元素Cd�、Ti 等元素的單獨或兩種以上添加可以改善陽極工作表面的溶解性能����;5.提高電流效率[6]:合金元素Ti、Mg���、Sn 等合金元素的單獨或兩種以上添加可以提高鋁陽極的電流效率。
合金元素的含量直接關(guān)系鋁合金犧牲陽極質(zhì)量����,因此必須嚴(yán)格控制在要求范圍之內(nèi),否則可能導(dǎo)致陰極保護(hù)系統(tǒng)故障���。
1.3元素分布不均勻
某電站循環(huán)水系統(tǒng)所用鋁合金犧牲陽極(A14型)溶解狀況極差�,表面局部溶解����,并出現(xiàn)犧牲陽極碎塊脫
12、落現(xiàn)象�����,嚴(yán)重危害下游設(shè)備安全。按照GB/T17848要求對其電化學(xué)性能進(jìn)行測試�,犧牲陽極電化學(xué)性能及標(biāo)準(zhǔn)要求見表5。
表5鋁合金犧牲陽極電化學(xué)性能
Tab1 Electrochemical property of aluminum sacrificial anodes
開路電位/V
工作電位/V
電容量
Ahkg-1
電流效率%
消耗率
kg(Aa)-1
樣品
-1.11
-0.99
~-1.02
2780
96.0
3.15
標(biāo)準(zhǔn)
-1.18
~-1.10
-1.12
~-1.05
≥2600
≥90
≤3.37
工作電位較標(biāo)準(zhǔn)要
13����、求偏正,測試結(jié)束后��,犧牲陽極表面出現(xiàn)針孔狀溶解形貌(圖3)���,真實工作面積變小�,局部工作電流密度增大���,發(fā)生極化���,導(dǎo)致工作電位偏正。
圖3 犧牲陽極表面形貌
Fig3 Morphology of aluminum sacrificial anodes
對犧牲陽極本體材料和電化學(xué)性能測試后表面未溶解區(qū)域分別分析化學(xué)成分�,樣品1為犧牲陽極本體材料,化學(xué)成分基本滿足標(biāo)準(zhǔn)要求�,Zn含量略低于標(biāo)準(zhǔn)值,一般由于熔融過程中保護(hù)不到位��,導(dǎo)致Zn被氧化���,形成氧化皮被去除����,而電化學(xué)性能測試后表面未溶解區(qū)域(樣品2)In含量遠(yuǎn)低于要求范圍。造成這種現(xiàn)象主要原因是熔融過程中混合不均勻�����,導(dǎo)致In元素含量分布不
14�����、均勻�����。
表4 鋁合金犧牲陽極成份
Tab4 Chemical components of aluminum sacrificial anodes
Zn/%
In/%
Mg/%
Ti/%
Fe/%
Cu/%
Si/%
樣品1
3.78
0.022
0.94
0.054
0.076
0.003
0.073
樣品2
3.89
0.011
0.91
0.051
0.078
0.003
0.074
標(biāo)準(zhǔn)
4.0
~7.0
0.02
~0.05
0.50
~1.50
0.01
~0.08
<0.15
<0.01
<0.1
15�、1.4原材料不符合標(biāo)準(zhǔn)
某電站循環(huán)水系統(tǒng)所用犧牲陽極在服役一段時間后����,連接鋼筋發(fā)生斷裂,如圖4.
圖4犧牲陽極鋼筋斷裂形貌
Fig4 Fracture morphology of rebar of sacrificial anodes
對鋼筋金相組織和夾雜物進(jìn)行分析�,結(jié)果如圖5所示,組織為鐵素體+珠光體�,晶粒度9~10級��,夾雜物為硅酸鹽夾雜�����,級別為C3.5e�����,夾雜總長度達(dá)到1110μm�,夾雜物作為鋼中的有害物質(zhì)�,應(yīng)嚴(yán)格控制其含量及級別。一般出現(xiàn)脆性斷裂的試樣中夾雜物較多�,其存在破壞了鋼材基體的連續(xù)性,影響鋼材的塑性和韌度��,引起應(yīng)力集中�,促使裂紋形成。鋼筋受力部件��,必須保證材料達(dá)
16�����、到標(biāo)準(zhǔn)要求����,否則可能出現(xiàn)斷裂�����,威脅設(shè)備安全�。
圖5 鋼筋金相組織和夾雜物
Fig5 Metallurgical structure and dross inclusion of rebar
2.犧牲陽極質(zhì)量控制
對進(jìn)廠鋁合金犧牲陽極材料進(jìn)行嚴(yán)格檢查����,進(jìn)行外觀、化學(xué)成份和電化學(xué)性能測試�,重點進(jìn)行電化學(xué)性能測試,必須嚴(yán)格滿足標(biāo)準(zhǔn)要求:犧牲陽極材料不能存在較大缺陷:工作面應(yīng)無氧化渣����、毛刺�、飛邊等缺陷,犧牲陽極所有表面允許有長度不超過50mm�,深度不超過5mm橫向細(xì)裂紋存在;工作面鑄造縮孔深度不得超過陽極厚度的10%���,最大深度不得超出10mm���;電化學(xué)性能需要滿足GB/T4948���;化學(xué)
17、成分應(yīng)滿足GB/T4948��,其中雜質(zhì)建議按照NORSOK M503 (Fe<0.09%���、Cu<0.003%�����、Si<0.1%)標(biāo)準(zhǔn)�。
鋁合金犧牲陽極鑄造原材料必須滿足GB/T4948中5.1純度要求���; 犧牲陽極用鋼筋材料���,必須滿足熱軋鋼筋標(biāo)準(zhǔn)要求,特別力學(xué)性能應(yīng)滿足標(biāo)準(zhǔn)要求�。
定期對所有在役犧牲陽極應(yīng)清除表面腐蝕產(chǎn)物后進(jìn)行檢查,發(fā)現(xiàn)溶解不均勻的應(yīng)及時更換���,余量不能滿足一個大修周期時也應(yīng)及時更換���。
參考文獻(xiàn)
[1] 夏蘭廷. 金屬材料的海洋腐蝕與防護(hù)[M]. 北京:冶金工業(yè)出版社.1~5.
[2] E. Lemieux, W.H. Hartt, K.E. Lucas. A criti
18�����、cal review of aluminum anode activation, dissolution mechanisms and performance [J]. Corrosion.2001,01: 509-511.
[3] 劉斌. 晶界偏析對鋁合金犧牲陽極電化學(xué)性能及溶解性能的影響[D]. 武漢:華中科技大學(xué). 2006.
[4] J.T. Reding, J.J.Newport. The influence of alloying elements on aluminum anode in sea water [J]. Materials Protection, 1966, 5
19�����、(12):15-18
[5] I. Gurrappa, Aluminum alloys for cathodic protection [J]. Corrosion Prevention & Control, 1997, 44(3): 69-73.
[6] 胡士信����,陰極保護(hù)工程手冊[M]. 北京:化學(xué)工業(yè)出版社.129
[7] H. Sina, M. Emamy, M. Saremi. The influence of Ti and Zr on electrochemical properties of aluminum sacrificial anodes[J]. Materials Science and Engineering. 2006, A431: 263–276
[8]A. Zazoua. An investigation on the use of indium to increase dissolution of AlZn anodes in sea water [J]. Materials and Design,2008,29: 806–810
作者簡介:劉曉軍(1986.7-)���,工程師�����,主要從事電化學(xué)防腐蝕與防污研究和應(yīng)用��,Email:l_xj0055@
 核電站設(shè)備可靠性及失效分析國際研討會核電站陰極保護(hù)系統(tǒng)用犧牲陽極失效模式分析
核電站設(shè)備可靠性及失效分析國際研討會核電站陰極保護(hù)系統(tǒng)用犧牲陽極失效模式分析